304 스테인리스 스틸 파이프의 TIG+MAG 용접 설계
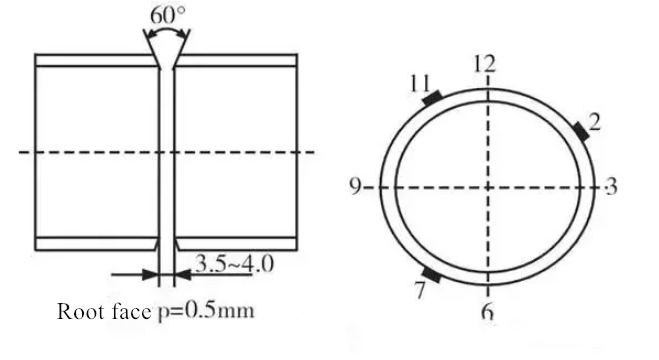
모든 아르곤 용접 및 아르곤 전기 용접에 비해 스테인레스 스틸 파이프 TIG + MAG 용접의 생산 효율과 용접 품질이 크게 향상되어 발전소 파이프 라인 용접에 널리 사용되었습니다. 304 스테인레스 스틸 대구경 파이프의 수평 고정 전 위치 조인트는 주로 발전소 윤활유 파이프 라인에 사용됩니다. 용접이 어렵고 더 높은 용접 품질과 내부 표면 성형이 필요합니다. 용접 후 PT 및 RT 검사가 필요합니다.
TIG 용접 또는 수동 아크 용접은 효율이 낮고 용접 품질이 보장되지 않습니다. 우리는 좋은 용접 조인트를 얻기 위해 TIG 내부 및 외부 충전 와이어 용접 바닥층, MAG 용접 충전 및 커버 표면층을 사용합니다. 탄소강 및 저 합금강에 비해 TP304 스테인리스 강의 열팽창률과 전도도가 더 크고 특히 모든 위치 용접에서 풀 흐름과 성형이 좋지 않습니다. MAG 용접 과정에서 용접 와이어의 연장 길이는 10mm 미만이어야하며 적절한 용접 토치 스윙 진폭, 주파수, 속도 및 모서리 유지 시간을 유지해야합니다. 용접 토치의 각도는 용접 표면 가장자리가 깔끔하게 융합되도록 언제든지 조정하여 충전 및 커버 층의 품질을 보장하기 위해 좋은 성형을 만들어야합니다.
크기 304mm * 530mm의 샘플 TP11 강관, 수동 아르곤 텅스텐 아크 용접 백킹, 혼합 가스 (CO2 + Ar) 용접 충전 및 커버 용접, 수평 고정 모든 위치 용접이 사용되었습니다. 용접하기 전에 몇 가지 준비 프로젝트를 수행해야합니다:
1. 1. 기름, 녹 등의 오염물을 닦아내고 홈과 주변 10mm 범위를 연마합니다;
2. 크기에 따른 조립, 바닥 고정 (포지셔닝 블록 고정의 경우 2, 7, 11 포인트)을 사용한 포지셔닝 용접, 홈 포인트 솔리드 용접을 사용할 수도 있습니다;
3. 튜브는 아르곤 가스로 보호됩니다.
TIG 용접 공정
용접 매개 변수
2.5mm WCE-20 텅스텐 전극이 사용됩니다. 텅스텐 전극은 예열 없이 4~6mm 확장되며 노즐 직경은 12mm입니다.
| 용접 와이어 | O.D | 용접 전류 I/A | 아크 전압 U/V | 가스 유량 L/min | Ar 순도, % | 극성 |
| TIG-ER308 | 2.5 | 80-90 | 12-14 | 포지티브9-12백업 9-3 | 99.99 | DCSP |
운영 프로세스
- 파이프의 수평 고정 전 위치 용접은 어렵습니다. 용접 이음새의 내부 처짐을 방지하기 위해 오버 헤드 위치 용접 부분 (6 개 지점의 양쪽 60 °)을 사용하여 와이어를 채우고 수직 및 수평 용접 부분을 사용하여 백킹 용접으로 와이어를 채 웁니다.
- 아크를 시작하기 전에 공기를 정화하기 위해 튜브를 아르곤으로 채워야합니다. 용접 과정에서 용접 와이어가 텅스텐 전극과 접촉하거나 아크의 아크 컬럼 영역으로 직접 들어가서는 안되며, 그렇지 않으면 텅스텐 포함이 용접 이음새에 걸리고 아크 안정성이 손상됩니다.
- 6 점에 가까운 곳에서 용접을 시작하여 텅스텐 전극이 항상 강관 축에 수직이되도록하여 용융 풀의 크기를 더 잘 제어하고 노즐이 용융 풀을 산화로부터 균일하게 보호 할 수 있습니다.
- 텅스텐의 끝 부분은 용접 조각에서 약 2mm 떨어져 있으며 용접 와이어는 홈을 따라 용접 풀의 앞쪽 끝으로 보내야합니다. 아크는 점화 후 홈의 한쪽 끝에서 예열되고 금속이 녹은 후 첫 번째 용접 와이어 방울이 즉시 금속을 녹이기 위해 보내지고 두 번째 용접 와이어 방울이 홈의 다른 쪽 끝에서 금속을 녹이기 위해 보내진 다음 아크가 옆으로 흔들리고 잠시 동안 양쪽에 머물러 용접 와이어가 용융 풀로 균일하고 간헐적으로 보내집니다. 12 개 지점에서 끝이 경사면으로 연마되고 경사면에 용접 할 때 와이어가 매달려 있으며 아크가있는 구멍 폐쇄로 녹습니다. 과도한 기압으로 인해 용접부가 오목해지는 것을 방지하기 위해 용접이 끝날 때 내부 보호 가스 유량을 3L / 분으로 줄이려면주의를 기울여야합니다.
MAG 용접 공정
용접 매개 변수
노즐의 직경은 20mm, 노즐과 시편 사이의 거리는 6 ~ 8mm, 층 사이의 온도는 150 ℃ 미만, 용접 이음새의 두께는 11mm입니다.
보호 가스를 Ar80% + CO2 20% 비율 (부피)과 혼합하면 AR 아크가 안정적이고 스플래시가 적으며 축 방향 제트 전환을 쉽게 얻을 수 있습니다. 아크의 산화는 높은 표면 장력, 두꺼운 액체 금속 및 음극 점의 쉬운 드리프트와 같은 아르곤 용접의 결함을 극복하고 용접 침투 깊이를 향상시킵니다.
| 용접 와이어 | O.D | 용접 전류 I/A | 아크 전압 U/V | 차폐 가스 | 가스 유량 L/min | 극성 |
| E-308L | 1.0 | 100-110 | 17-19 | 포지티브 80%Ar+20%CO2, 백킹 Ar | 9-12,3 | DCEP |
운영 프로세스
- 용접 전 검사: 노즐, 전도성 노즐 청소, 가스 흐름, 바닥면 타격, 층 사이의 온도를 검사합니다.
- 충전, 커버 표면층에서 가스 용접시 연장 된 용접 와이어의 길이는 용접 공정의 안정성에 영향을 미칩니다. 연장 길이가 너무 길면 와이어 저항 값과 와이어 과열이 증가하여 튀김 및 용접 형성 불량; 연장 길이가 너무 짧으면 전류가 증가하고 노즐과 공작물 사이의 거리가 짧아져 과열이 발생하여 튀김이 노즐을 막아 가스 흐름과 용접 비드 형성에 영향을 미칠 수 있습니다.
- 용접하는 동안 용접 건 각도는 용접 이음새에 기공과 슬래그가 포함되는 것을 방지하기 위해 파이프 축에 수직입니다. 작은 진폭 스윙, 양쪽이 중간 속도에서 약간 더 빠르게 유지되어 용접 이음새가 볼록하고 고르지 않을 수 있습니다. 용접 공정에서 용접 토치의 균일하고 적절한 스윙 진폭과 주파수를 사용하여 용접 표면 크기와 커버 레이어의 가장자리가 제대로 융합되도록해야합니다.