A TIG+MAG welding design of 304 Stainless steel pipe
Compared with all argon welding and argon-electric welding, the production efficiency and welding quality of stainless steel pipe TIG+MAG welding are greatly improved, and it has been widely used in power plant pipeline welding. The horizontal fixed all-position joint of 304 stainless steel large-diameter pipe is mainly used in power plant lubricating oil pipeline. It is difficult to weld and requires higher welding quality and inner surface forming. PT and RT inspection is required after welding.
TIG welding or manual arc welding has low efficiency and poor welding quality can not be guaranteed. We use TIG inner and outer filling wire welding bottom layer, MAG welding filling and cover surface layer to get good welding joints. Compared with carbon steel and low alloy steel, the thermal expansion rate and conductivity of TP304 stainless steel are larger, and the pool flow and forming are poor especially in the all-position welding. In the process of MAG welding, the extension length of the welding wire must be less than 10mm, and the appropriate welding torch swing amplitude, frequency, speed and edge retention time should be maintained. The Angle of the welding torch should be adjusted at any time to make the weld surface edge fuse neatly, good forming to ensure the quality of the filling and cover layer.
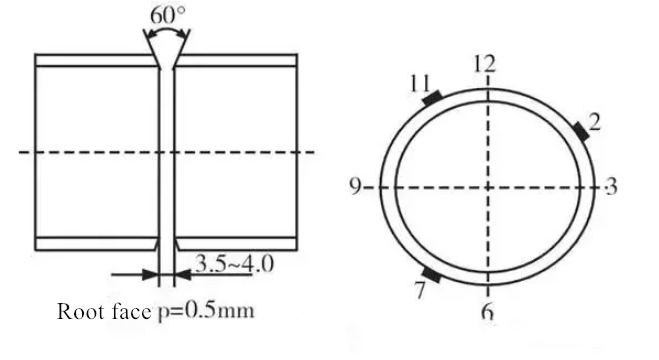
The sample TP304 steel pipe with size 530mm *11mm, manual argon tungsten arc welding backing was used, mixed gas (CO2+Ar) welding filling and cover welding, horizontal fixed all-position welding. Before welding , we should do some preparation projects:
1. Clean up dirt such as oil and rust, and polish the groove and the surrounding 10mm range;
2. Assembly according to the size, the positioning welding using the floor fixed (2, 7, 11 points for the positioning block fixed), can also use groove point solid welding;
3. The tube is protected by argon gas.
TIG welding process
Welding parameters
2.5mm WCE-20 tungsten electrode is used. The tungsten electrode extends 4~6mm without preheating, and the nozzle diameter is 12mm
| Welding wire | O.D | Welding current I/A | Arc voltage U/V | Gas flow L/min | Ar purity, % | Polarity |
| TIG-ER308 | 2.5 | 80-90 | 12-14 | Positive9-12Backing 9-3 | 99.99 | DCSP |
Operation process
- The horizontal fixed all-position welding of the pipe is difficult. In order to prevent the internal sag of the welding seam, the overhead position welding part (60°on both sides of six points) is used to fill the wire, and the vertical and horizontal welding parts are used to fill the wire as the backing welding.
- Before starting the arc, the tube should be filled with argon to clean the air. In the welding process, the welding wire should not contact with the tungsten electrode or go directly into the arc column area of the arc, otherwise, tungsten inclusion will be caught in the weld seam and the arc stability will be damaged.
- Start welding from close to 6 points to make the tungsten electrode always perpendicular to the axis of the steel pipe, which can better control the size of the molten pool, and make the nozzle evenly protect the molten pool from oxidation.
- The extreme part of the tungsten is about 2mm away from the welding piece, and the welding wire should be sent to the front end of the welding pool along the groove. The arc is preheated at one end of the groove after ignition, and the first drop of welding wire is immediately sent to melt the metal after the metal is melted, and then the second drop of welding wire is sent to melt the metal at the other end of the groove, and then the arc swings laterally and stays on both sides for a while so that the welding wire is evenly and intermittently sent to the molten pool. At 12 points, the end is polished into a slope, and the wire is suspended when welding to the slope, it is melted into a hole closure with an arc. Attention should be paid to reduce the internal protective gas flow to 3L/min at the end of welding to prevent the weld from concave due to excessive air pressure.
MAG welding process
Welding parameters
The diameter of the nozzle is 20mm, the distance between the nozzle and the specimen is 6~8mm, the temperature between layers is less than 150℃, and the thickness of the welding seam is 11mm.
Mixing protective gas with Ar80%+CO2 20% ratio (volume) makes AR arc stable, small splash, easy to obtain axial jet transition. The oxidation of arc overcomes the defects of argon welding, such as high surface tension, thick liquid metal and easy drift of cathode spots, and improves the weld penetration depth.
| Welding wire | O.D | Welding current I/A | Arc voltage U/V | Shielding gas | Gas flow L/min | Polarity |
| E-308L | 1.0 | 100-110 | 17-19 | Positive 80%Ar+20%CO2,Backing Ar | 9-12,3 | DCEP |
The operation process
- Inspection before welding: Inspect the nozzle, conductive nozzle cleaning, gas flow, hit the bottom surface, temperature between layers.
- When gas welding in the filling, cover surface layer, the length of welding wire extended will affect the stability of the welding process. Too long extension length will increase wire resistance value and wire overheating, causing splashing and poor weld forming; a too short extension length will increase the current, the distance between the nozzle and the workpiece is shortened to cause overheating, which may cause splashes to block the nozzle, thus affecting the gas flow and weld bead forming.
- During welding, the welding gun Angle is perpendicular to the pipe axis to avoid pores and slag inclusion in the welding seam. Small amplitude swing, both sides stay slightly faster in the middle speed, which can avoid the welding seam convexly, uneven; In the welding process, uniform and appropriate swing amplitude and frequency of the welding torch should be used to ensure that the welding surface size and the edge of the cover layer are fused properly.