Конструкция сварки TIG+MAG труб из нержавеющей стали 304
По сравнению с аргонной сваркой и аргонно-электрической сваркой, эффективность производства и качество сварки труб из нержавеющей стали TIG+MAG значительно улучшены, и она широко используется для сварки трубопроводов электростанций. Горизонтальное неподвижное всепозиционное соединение труб большого диаметра из нержавеющей стали 304 в основном используется в смазочных нефтепроводах электростанций. Это сложное для сварки соединение требует более высокого качества сварки и формирования внутренней поверхности. После сварки требуется контроль PT и RT.
Сварка TIG или ручная дуговая сварка имеет низкую эффективность и плохое качество сварки не может быть гарантировано. Мы используем внутреннюю и внешнюю проволоку для сварки нижнего слоя TIG, сварку MAG для заполнения и покрытия поверхностного слоя, чтобы получить хорошие сварочные соединения. По сравнению с углеродистой и низколегированной сталью, скорость теплового расширения и проводимость нержавеющей стали TP304 больше, а поток и формирование лужи плохое, особенно при сварке во всех положениях. В процессе MAG-сварки длина удлинения сварочной проволоки должна быть менее 10 мм, необходимо поддерживать соответствующую амплитуду колебаний сварочной горелки, частоту, скорость и время удержания кромки. Угол наклона сварочной горелки должен быть отрегулирован в любое время для аккуратного сплавления кромок сварочной поверхности, хорошего формирования для обеспечения качества заполнения и покровного слоя.
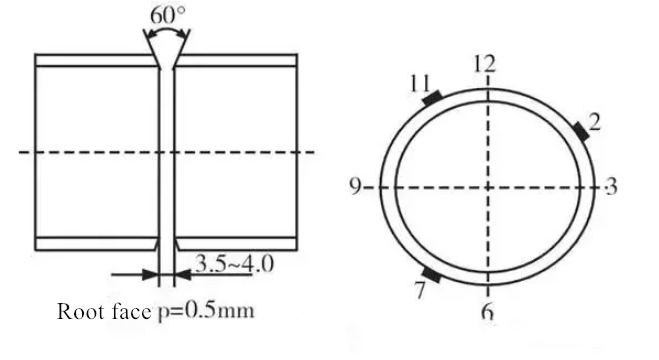
Образец TP304 стальной трубы размером 530мм *11мм, ручной аргон вольфрамовой дуговой сварки подложки был использован, смешанный газ (CO2 + Ar) сварки заполнения и сварки крышки, горизонтальные фиксированные все-позиции сварки. Перед сваркой, мы должны сделать некоторые проекты подготовки:
1. Очистите загрязнения, такие как масло и ржавчина, и отполируйте паз и окружающую поверхность в диапазоне 10 мм;
2. Сборка в соответствии с размером, позиционирование сварки с использованием пола фиксированной (2, 7, 11 точек для позиционирования блока фиксированной), может также использовать паз точки сплошной сварки;
3. Трубка защищена газом аргоном.
Процесс сварки TIG
Параметры сварки
Используется 2,5 мм вольфрамовый электрод WCE-20. Вольфрамовый электрод расширяется на 4~6 мм без предварительного нагрева, а диаметр сопла составляет 12 мм.
| Сварочная проволока | О.Д. | Сварочный ток I/A | Напряжение дуги U/V | Расход газа л/мин | Чистота Ar, % | Полярность |
| TIG-ER308 | 2.5 | 80-90 | 12-14 | Позитив9-12Поддержка 9-3 | 99.99 | DCSP |
Процесс эксплуатации
- Горизонтальная неподвижная всепозиционная сварка трубы затруднена. Чтобы предотвратить внутреннее провисание сварочного шва, часть для сварки в верхнем положении (60° по обе стороны от шести точек) используется для заполнения проволоки, а части для вертикальной и горизонтальной сварки используются для заполнения проволоки в качестве сварки подложки.
- Перед началом дуги трубу следует заполнить аргоном для очистки воздуха. В процессе сварки сварочная проволока не должна соприкасаться с вольфрамовым электродом или попадать непосредственно в зону столба дуги, в противном случае вольфрамовые включения попадут в сварочный шов, и устойчивость дуги будет нарушена.
- Начинайте сварку с 6 точек, чтобы вольфрамовый электрод всегда был перпендикулярен оси стальной трубы, что позволяет лучше контролировать размер расплавленного слоя, а сопло равномерно защищает расплавленный слой от окисления.
- Крайняя часть вольфрама находится на расстоянии около 2 мм от сварочной детали, и сварочная проволока должна быть направлена к переднему концу сварочной ванны вдоль канавки. Дуга предварительно нагревается на одном конце канавки после зажигания, и первая капля сварочной проволоки немедленно отправляется на расплавление металла после того, как металл расплавится, а затем вторая капля сварочной проволоки отправляется на расплавление металла на другом конце канавки, а затем дуга поворачивается вбок и остается с обеих сторон на некоторое время, чтобы сварочная проволока равномерно и прерывисто отправлялась в расплавленную ванну. В 12 точках конец полируется в наклон, и проволока подвешивается при сварке к наклону, она расплавляется в закрытии отверстия дугой. Следует обратить внимание на снижение расхода внутреннего защитного газа до 3 л/мин в конце сварки, чтобы предотвратить вогнутость сварного шва из-за чрезмерного давления воздуха.
Процесс сварки MAG
Параметры сварки
Диаметр сопла 20 мм, расстояние между соплом и образцом 6~8 мм, температура между слоями менее 150℃, толщина сварочного шва 11 мм.
Смешивание защитного газа с соотношением Ar80%+CO2 20% (объем) делает дугу AR стабильной, мало брызг, легко получить осевой переход струи. Окисление дуги преодолевает недостатки аргонной сварки, такие как высокое поверхностное натяжение, густой жидкий металл и легкий дрейф катодных пятен, а также улучшает глубину провара.
| Сварочная проволока | О.Д. | Сварочный ток I/A | Напряжение дуги U/V | Экранирующий газ | Расход газа л/мин | Полярность |
| E-308L | 1.0 | 100-110 | 17-19 | Положительный 80%Ar+20%CO2, обратный Ar | 9-12,3 | DCEP |
Процесс работы
- Осмотр перед сваркой: Осмотрите сопло, токопроводящую очистку сопла, поток газа, попадание на нижнюю поверхность, температуру между слоями.
- При газовой сварке в заполнении, покрытии поверхностного слоя, длина сварочной проволоки увеличивается, что влияет на стабильность процесса сварки. Слишком большая длина удлинения увеличит значение сопротивления проволоки и ее перегрев, что приведет к разбрызгиванию и плохому формированию сварного шва; слишком короткая длина удлинения увеличит ток, расстояние между соплом и изделием сократится, что приведет к перегреву, который может привести к тому, что брызги заблокируют сопло, что повлияет на поток газа и формирование сварочной фаски.
- Во время сварки угол сварочного пистолета перпендикулярен оси трубы, чтобы избежать образования пор и включения шлака в сварочный шов. Малая амплитуда колебания, обе стороны остаются немного быстрее на средней скорости, что позволяет избежать выпуклости сварочного шва, неровности; В процессе сварки следует использовать равномерную и соответствующую амплитуду колебания и частоту сварочной горелки, чтобы обеспечить правильное сплавление размера сварочной поверхности и края покровного слоя.