Gasbeschermd lassen kan worden onderverdeeld in inert gasbeschermd lassen (TIG- en MIG-lassen), actief gasbeschermd lassen (MAG-lassen) en zelfbeschermd lassen. Inert gas kan argon of helium zijn. Uiteraard wordt argon vaker gebruikt vanwege de goedkopere prijs, zodat het inert gas afgeschermd metaalbooglassen ook wel argonbooglassen wordt genoemd. Wolfraam inert gas lassen is een lasproces waarbij wolfraam of wolfraamlegering wordt gebruikt als elektrodemateriaal, en de boog die ontstaat tussen de elektrode en het basismateriaal wordt gebruikt om het basismateriaal te smelten en de draad te vullen onder bescherming van het inerte gas.
TIG LASSEN
TIG, ook bekend als gasbooglassen (GTAW), is een methode om een boog te maken tussen wolfraamelektrode en basismetaal onder bescherming van inert gas, zodat het basismetaal en het lasdraadmateriaal kunnen worden gesmolten en vervolgens gelast. Het omvat DC TIG-lassen en AC TIG-lassen.
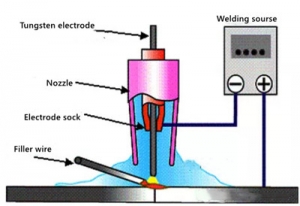
DC TIG-lassen neemt een DC-booglasstroombron als lasstroombron, met extreem negatief vermogen en positief basismateriaal. Het wordt hoofdzakelijk gebruikt voor het lassen van roestvrij staal, titanium, koper en koperlegering. De lassenkrachtbron van AC TIG-lassen is van de wisselstroomboog, en de anode en kathode van het basismateriaal veranderd. De oververhitting van de EP-polariteitselektrode kan de oxidelaag van de grondstofoppervlakte verwijderen, die hoofdzakelijk voor aluminium, magnesium, en een ander legeringslassen wordt gebruikt.
Wanneer TIG (GTAW) lassenverrichting, de lasser een lassenkanon in één hand en lasdraad in de hand kan zijn, geschikt voor kleinschalige verrichting en reparatie van handlassen. TIG kan worden gelast bijna alle industriële metalen, het biedt goede lassen vorm, minder slakken en stof kan op grote schaal worden gebruikt in dunne en dikke stalen plaat.
MIG LASSEN
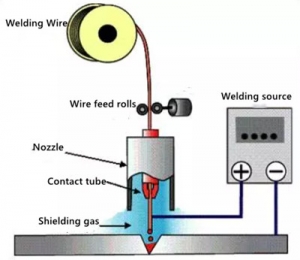 MIG (Metal Inert Gas Welding) is een lasmethode waarbij een boog ontstaat tussen de verbruikende elektrode (lasdraad) en het basismetaal, de omgeving wordt afgesloten met argon, heliumgas en andere beschermende gassen, en het basismetaal en de lasdraad smelten. Het wordt wijd gebruikt in semi-automatisch lassen en automatisch lassen van de handtoorts van de lasser. De MIG-methode wordt voornamelijk gebruikt voor het lassen van aluminium en is over het algemeen pulsgestuurd. Puls MIG-lassen kan zeer kleine spatten door de straalovergang bereiken, en de vlakke, visachtig gevormde las kan worden verkregen, met een goed uiterlijk. Vergeleken met niet-puls MAG/MIG-lassen kan de dikkere draad ook de straalovergang bereiken, zodat de draadaanvoerprestaties kunnen worden verbeterd en de draadkosten kunnen worden verlaagd bij het lassen van dunne platen.
MIG (Metal Inert Gas Welding) is een lasmethode waarbij een boog ontstaat tussen de verbruikende elektrode (lasdraad) en het basismetaal, de omgeving wordt afgesloten met argon, heliumgas en andere beschermende gassen, en het basismetaal en de lasdraad smelten. Het wordt wijd gebruikt in semi-automatisch lassen en automatisch lassen van de handtoorts van de lasser. De MIG-methode wordt voornamelijk gebruikt voor het lassen van aluminium en is over het algemeen pulsgestuurd. Puls MIG-lassen kan zeer kleine spatten door de straalovergang bereiken, en de vlakke, visachtig gevormde las kan worden verkregen, met een goed uiterlijk. Vergeleken met niet-puls MAG/MIG-lassen kan de dikkere draad ook de straalovergang bereiken, zodat de draadaanvoerprestaties kunnen worden verbeterd en de draadkosten kunnen worden verlaagd bij het lassen van dunne platen.
MAG LASSEN
MAG (Metal Active Gas) lassen gebruikt CO₂ of een mengsel van argon en CO₂ of zuurstof (een Actief Gas). Lassen met CO₂-gas wordt ook wel CO₂-booglassen genoemd. MIG- en MAG-lasapparatuur lijken in zoverre op elkaar dat zij door een automatische draadaanvoer uit de toorts kunnen worden gevoerd en geschikt zijn voor automatisch lassen, om nog maar te zwijgen van handmatig lassen. Het belangrijkste verschil tussen hen ligt in het beschermende gas, het eerste wordt over het algemeen beschermd door zuiver argongas, geschikt voor het lassen van non-ferrometalen; MAG-lassen gebruikt hoofdzakelijk CO₂-gas, of argon gemengd CO₂-actief gas, namelijk Ar+2%O₂ of Ar+5%CO₂, geschikt voor het lassen van staal met hoge sterkte en hooggelegeerd staal. Om de procesprestaties van CO₂-lassen te verbeteren, kan ook CO₂+Ar of CO₂+Ar+O₂ gemengd gas of gevulde draad worden gebruikt. MAG-lassen wordt gekenmerkt door zijn snelle lassnelheid, hoge booginitiatie-efficiëntie, diep zwembad, hoge neersmeltefficiëntie, goede verschijning, gemakkelijke bediening, geschikt voor het MIG-lassen met hoge snelheid (GMAW).

