Gas shielded welding can be divided into inert gas shielded welding (TIG and MIG welding), active gas shielded welding (MAG welding) and self-shielded welding. Inert gas can be argon or helium. Obviously, argon is more commonly used due to its cheaper price, so the inert gas shielded metal arc welding is also known as argon arc welding. Tungsten inert gas welding is a welding process in which tungsten or tungsten alloy is used as an electrode material, and the arc generated between the electrode and the base material is used to melt the base material and fill the wire under the protection of the inert gas.
TIG WELDING
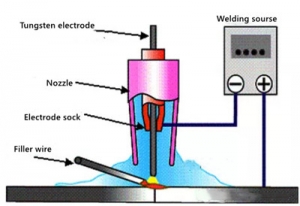
TIG, also known as Gas Arc Welding (GTAW), is a method of making Arc between Tungsten electrode and base metal under inert gas protection so that the base metal and welding wire material can be melted and then welded. It includes DC TIG welding and AC TIG welding.
DC TIG welding takes a DC arc welding power source as a welding power source, with extremely negative power and positive base material. It is mainly used for welding stainless steel, titanium, copper and copper alloy. The welding power source of AC TIG welding is from the AC arc, and the anode and cathode of the base material changed. EP polarity electrode overheating can remove the base material surface oxide layer, mainly used for aluminum, magnesium, and another alloy welding.
When TIG (GTAW) welding operation, the welder can be a welding gun in one hand and welding wire in the hand, suitable for small-scale operation and repair of manual welding. TIG can be welded almost all industrial metals, it offers good welding shape, less slag and dust can be widely used in thin and thick steel plate.
MIG WELDING
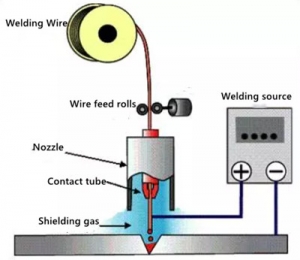 MIG (Metal Inert Gas Welding) is a Welding method that creates an arc between the consuming electrode (Welding wire) and base metal, seals the surrounding area with argon, helium Gas and other protective gases, and melts the base metal and welding wire. It is widely used in semi-automatic welding and automatic welding of the welder’s hand torch. The MIG method is mainly used for aluminum welding and is generally pulse controlled. Pulse MIG welding can achieve very small spatter through the jet transition, and the flat, fish-scale shaped weld can be obtained, with a good appearance. Compared with non-pulse MAG/MIG welding, the thicker wire can also achieve the jet transition, so the wire feeding performance can be improved and the wire cost can be reduced in the thin plate welding.
MIG (Metal Inert Gas Welding) is a Welding method that creates an arc between the consuming electrode (Welding wire) and base metal, seals the surrounding area with argon, helium Gas and other protective gases, and melts the base metal and welding wire. It is widely used in semi-automatic welding and automatic welding of the welder’s hand torch. The MIG method is mainly used for aluminum welding and is generally pulse controlled. Pulse MIG welding can achieve very small spatter through the jet transition, and the flat, fish-scale shaped weld can be obtained, with a good appearance. Compared with non-pulse MAG/MIG welding, the thicker wire can also achieve the jet transition, so the wire feeding performance can be improved and the wire cost can be reduced in the thin plate welding.
MAG WELDING
MAG (Metal Active Gas) Welding uses CO₂ or a mixture of argon and CO₂ or oxygen (an Active Gas). Welding of CO₂ gas is sometimes referred to as CO₂ arc welding. MIG and MAG welding equipment are similar in that they can be fed out of the torch by an automatic wire feeder and are suitable for automatic welding, not to mention manual welding. The main difference between them lies in the protective gas, the former is generally protected by pure argon gas, suitable for welding non-ferrous metals; MAG welding mainly uses CO₂ gas, or argon mixed CO₂ active gas, namely Ar+2%O₂ or Ar+5%CO₂, suitable for welding high strength steel and high alloy steel. In order to improve the process performance of CO₂welding, CO₂+Ar or CO₂+Ar+O₂ mixed gas or flux-cored wire can also be used. MAG welding is characterized by its fast welding speed, high arc initiation efficiency, deep pool, high deposition efficiency, good appearance, easy operation, suitable for high-speed pulse MIG (GMAW) welding.

