Сварку в газовой среде можно разделить на сварку в среде инертного газа (сварка TIG и MIG), сварку в среде активного газа (сварка MAG) и самозащитную сварку. Инертный газ может быть аргоном или гелием. Очевидно, что аргон используется чаще из-за его более дешевой цены, поэтому дуговая сварка металлов в среде инертного газа также известна как аргонодуговая сварка. Сварка вольфрамом в инертном газе - это процесс сварки, в котором вольфрам или вольфрамовый сплав используется в качестве материала электрода, а дуга, возникающая между электродом и основным материалом, используется для расплавления основного материала и заполнения проволоки под защитой инертного газа.
TIG WELDING
TIG, также известная как газодуговая сварка (GTAW), - это метод создания дуги между вольфрамовым электродом и основным металлом под защитой инертного газа, благодаря чему основной металл и сварочная проволока расплавляются и затем свариваются. Он включает в себя сварку TIG на постоянном токе и сварку TIG на переменном токе.
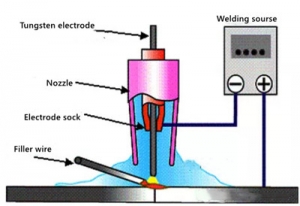
Для сварки DC TIG в качестве источника сварочной мощности используется источник питания дуговой сварки постоянного тока, с крайне отрицательной мощностью и положительным основным материалом. Она в основном используется для сварки нержавеющей стали, титана, меди и медных сплавов. Источник сварочной мощности для сварки AC TIG берется из дуги переменного тока, при этом анод и катод основного материала меняются. Перегрев электрода полярности EP может удалить поверхностный оксидный слой основного материала, в основном используется для сварки алюминия, магния и других сплавов.
При сварке TIG (GTAW) сварщик может держать сварочный пистолет в одной руке и сварочную проволоку в другой, что подходит для небольших операций и ремонта ручной сварки. TIG можно сваривать почти все промышленные металлы, он предлагает хорошую форму сварки, меньше шлака и пыли, может широко использоваться в тонких и толстых стальных листах.
СВАРКА MIG
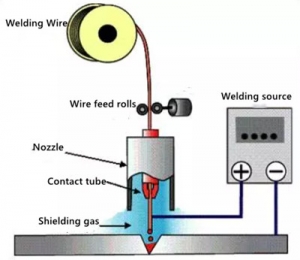 MIG (Metal Inert Gas Welding) - это метод сварки, при котором создается дуга между расходуемым электродом (сварочной проволокой) и основным металлом, окружающее пространство герметизируется аргоном, гелием и другими защитными газами, а основной металл и сварочная проволока расплавляются. Он широко используется в полуавтоматической сварке и автоматической сварке ручной горелкой сварщика. Метод MIG в основном используется для сварки алюминия и, как правило, управляется импульсом. Импульсная сварка MIG может достичь очень малого разбрызгивания через переход струи, и может быть получен плоский сварной шов в форме рыбьей чешуи, с хорошим внешним видом. По сравнению с неимпульсной сваркой MAG/MIG, более толстая проволока также может достичь перехода струи, поэтому производительность подачи проволоки может быть улучшена, а стоимость проволоки может быть снижена при сварке тонких листов.
MIG (Metal Inert Gas Welding) - это метод сварки, при котором создается дуга между расходуемым электродом (сварочной проволокой) и основным металлом, окружающее пространство герметизируется аргоном, гелием и другими защитными газами, а основной металл и сварочная проволока расплавляются. Он широко используется в полуавтоматической сварке и автоматической сварке ручной горелкой сварщика. Метод MIG в основном используется для сварки алюминия и, как правило, управляется импульсом. Импульсная сварка MIG может достичь очень малого разбрызгивания через переход струи, и может быть получен плоский сварной шов в форме рыбьей чешуи, с хорошим внешним видом. По сравнению с неимпульсной сваркой MAG/MIG, более толстая проволока также может достичь перехода струи, поэтому производительность подачи проволоки может быть улучшена, а стоимость проволоки может быть снижена при сварке тонких листов.
MAG WELDING
При сварке MAG (Metal Active Gas) используется CO₂ или смесь аргона и CO₂ или кислорода (активный газ). Сварку с использованием газа CO₂ иногда называют дуговой сваркой CO₂. Сварочные аппараты MIG и MAG схожи тем, что могут подаваться из горелки автоматическим механизмом подачи проволоки и подходят для автоматической сварки, не говоря уже о ручной. Основное различие между ними заключается в защитном газе, первый, как правило, защищен чистым газом аргоном, подходит для сварки цветных металлов; MAG сварка в основном использует CO₂ газ, или аргон смешанный CO₂ активный газ, а именно Ar+2%O₂ или Ar+5%CO₂, подходит для сварки высокопрочной стали и высоколегированной стали. Для улучшения характеристик процесса CO₂-сварки можно также использовать CO₂+Ar или CO₂+Ar+O₂ смешанный газ или порошковую проволоку. MAG-сварка характеризуется высокой скоростью сварки, высокой эффективностью инициирования дуги, глубокой ванночкой, высокой эффективностью осаждения, хорошим внешним видом, простотой эксплуатации, подходит для высокоскоростной импульсной MIG (GMAW) сварки.

