ガスシールド溶接は、不活性ガスシールド溶接(TIG溶接、MIG溶接)、活性ガスシールド溶接(MAG溶接)、セルフシールド溶接に分かれる。不活性ガスには、アルゴンとヘリウムがある。明らかにアルゴンの方が安価なため、不活性ガスシールドメタルアーク溶接はアルゴンアーク溶接とも呼ばれます。タングステン不活性ガス溶接は、タングステンまたはタングステン合金を電極材料として使用し、電極と母材の間に発生するアークを利用して、不活性ガスの保護下で母材を溶かしてワイヤに充填する溶接方法である。
ティグウェルディング(TIG WELDING
TIGは、ガスアーク溶接(GTAW)とも呼ばれ、不活性ガス保護下でタングステン電極と母材との間にアークを作り、母材と溶接線材を溶かして溶接する方法である。DC TIG溶接とAC TIG溶接がある。
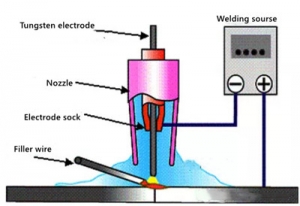
DC TIG溶接は、溶接電源としてDCアーク溶接電源を用い、極端にマイナスの電力とプラスの母材を使用します。主にステンレス鋼、チタン、銅、銅合金の溶接に使用されます。交流TIG溶接の溶接電源は交流アークからで、母材の陽極と陰極が変化する。EP極性電極の過熱は、主にアルミニウム、マグネシウム、および別の合金の溶接に使用される基材表面の酸化膜を削除することができます。
TIG(GTAW)溶接を行う場合、溶接士は片手に溶接銃、片手に溶接ワイヤを持ち、手溶接の小規模作業や修理に適しています。TIGは、ほぼすべての工業用金属を溶接することができ、良好な溶接形状を提供し、少ないスラグとほこりは、広く薄い鋼板と厚い鋼板で使用することができます。
ミグウェルディング
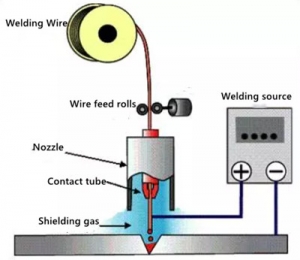 MIG(Metal Inert Gas Welding)とは、消耗電極(溶接ワイヤ)と母材との間にアークを発生させ、アルゴンやヘリウムガスなどの保護ガスで周囲を密閉し、母材と溶接ワイヤを溶かす溶接方法です。溶接工のハンドトーチによる半自動溶接や自動溶接で広く使われている。MIG法は主にアルミニウム溶接に用いられ、パルス制御が一般的である。パルスMIG溶接は、ジェット移行によるスパッタが非常に小さく、平坦で魚鱗状の溶接部を得ることができ、外観も良好である。また、非パルスMAG/MIG溶接に比べ、太いワイヤでもジェット移行を実現できるため、薄板溶接ではワイヤ送給性能の向上とワイヤコストの低減が可能です。
MIG(Metal Inert Gas Welding)とは、消耗電極(溶接ワイヤ)と母材との間にアークを発生させ、アルゴンやヘリウムガスなどの保護ガスで周囲を密閉し、母材と溶接ワイヤを溶かす溶接方法です。溶接工のハンドトーチによる半自動溶接や自動溶接で広く使われている。MIG法は主にアルミニウム溶接に用いられ、パルス制御が一般的である。パルスMIG溶接は、ジェット移行によるスパッタが非常に小さく、平坦で魚鱗状の溶接部を得ることができ、外観も良好である。また、非パルスMAG/MIG溶接に比べ、太いワイヤでもジェット移行を実現できるため、薄板溶接ではワイヤ送給性能の向上とワイヤコストの低減が可能です。
MAG WELDING
MAG(Metal Active Gas)溶接は、CO₂またはアルゴンとCO₂または酸素の混合ガス(Active Gas)を使用する溶接です。CO₂ガスの溶接はCO₂アーク溶接と呼ばれることもあります。MIG溶接機とMAG溶接機は、トーチから自動ワイヤ送給装置で送り出すことができ、手溶接はもちろんのこと、自動溶接にも適している点で共通している。両者の主な違いは保護ガスにあり、前者は一般に純アルゴンガスで保護され、非鉄金属の溶接に適し、MAG溶接は主にCO₂ガス、またはアルゴン混合CO₂活性ガス、すなわちAr+2%O₂またはAr+5%CO₂を用い、高強度鋼、高合金鋼の溶接に適する。CO₂溶接のプロセス性能を向上させるために、CO₂+ArまたはCO₂+Ar+O₂混合ガスまたはフラックス入りワイヤを使用することもできる。MAG溶接は、速い溶接速度、高いアーク開始効率、深いプール、高い堆積効率、良い外観、簡単な操作、高速パルスMIG(GMAW)溶接に適していることを特徴とする。

