Le soudage sous protection gazeuse peut être divisé en soudage sous protection gazeuse inerte (soudage TIG et MIG), en soudage sous protection gazeuse active (soudage MAG) et en soudage auto-protégé. Le gaz inerte peut être de l'argon ou de l'hélium. Il est évident que l'argon est plus couramment utilisé en raison de son prix moins élevé, c'est pourquoi le soudage à l'arc sous protection gazeuse est également connu sous le nom de soudage à l'arc à l'argon. Le soudage au tungstène sous gaz inerte est un procédé de soudage dans lequel le tungstène ou un alliage de tungstène est utilisé comme matériau d'électrode, et l'arc généré entre l'électrode et le matériau de base est utilisé pour faire fondre le matériau de base et remplir le fil sous la protection du gaz inerte.
SOUDAGE TIG
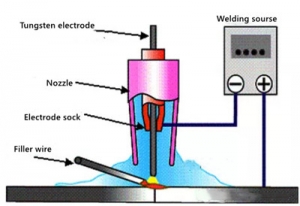
Le soudage TIG, également connu sous le nom de soudage à l'arc sous gaz (GTAW), est une méthode qui consiste à créer un arc entre l'électrode de tungstène et le métal de base sous la protection d'un gaz inerte, de sorte que le métal de base et le matériau du fil de soudure puissent être fondus et ensuite soudés. Il comprend le soudage TIG à courant continu et le soudage TIG à courant alternatif.
Le soudage TIG DC utilise une source d'énergie de soudage à l'arc DC comme source d'énergie de soudage, avec une puissance extrêmement négative et un matériau de base positif. Il est principalement utilisé pour le soudage de l'acier inoxydable, du titane, du cuivre et de l'alliage de cuivre. La source de courant de soudage du soudage TIG en courant alternatif provient de l'arc en courant alternatif, et l'anode et la cathode du matériau de base sont modifiées. La surchauffe de l'électrode de polarité EP peut éliminer la couche d'oxyde superficielle du matériau de base, principalement utilisée pour le soudage de l'aluminium, du magnésium et d'autres alliages.
Lors d'une opération de soudage TIG (GTAW), le soudeur peut tenir le pistolet de soudage dans une main et le fil de soudage dans l'autre, ce qui convient aux petites opérations et aux réparations de soudage manuel. Le TIG peut souder presque tous les métaux industriels, il offre une bonne forme de soudage, moins de scories et de poussières et peut être largement utilisé pour les plaques d'acier minces et épaisses.
SOUDAGE MIG
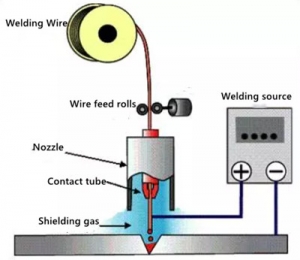 Le soudage MIG (Metal Inert Gas Welding) est une méthode de soudage qui crée un arc entre l'électrode consommatrice (fil de soudure) et le métal de base, scelle la zone environnante avec de l'argon, de l'hélium et d'autres gaz protecteurs, et fait fondre le métal de base et le fil de soudure. Elle est largement utilisée pour le soudage semi-automatique et le soudage automatique avec la torche manuelle du soudeur. La méthode MIG est principalement utilisée pour le soudage de l'aluminium et est généralement contrôlée par impulsion. Le soudage MIG par impulsion permet d'obtenir de très petites projections grâce à la transition du jet, et la soudure plate en forme d'écaille de poisson peut être obtenue, avec une bonne apparence. Par rapport au soudage MAG/MIG sans impulsion, le fil plus épais peut également réaliser la transition du jet, ce qui permet d'améliorer les performances d'alimentation du fil et de réduire le coût du fil dans le soudage de plaques minces.
Le soudage MIG (Metal Inert Gas Welding) est une méthode de soudage qui crée un arc entre l'électrode consommatrice (fil de soudure) et le métal de base, scelle la zone environnante avec de l'argon, de l'hélium et d'autres gaz protecteurs, et fait fondre le métal de base et le fil de soudure. Elle est largement utilisée pour le soudage semi-automatique et le soudage automatique avec la torche manuelle du soudeur. La méthode MIG est principalement utilisée pour le soudage de l'aluminium et est généralement contrôlée par impulsion. Le soudage MIG par impulsion permet d'obtenir de très petites projections grâce à la transition du jet, et la soudure plate en forme d'écaille de poisson peut être obtenue, avec une bonne apparence. Par rapport au soudage MAG/MIG sans impulsion, le fil plus épais peut également réaliser la transition du jet, ce qui permet d'améliorer les performances d'alimentation du fil et de réduire le coût du fil dans le soudage de plaques minces.
SOUDAGE MAG
Le soudage MAG (Metal Active Gas) utilise du CO₂ ou un mélange d'argon et de CO₂ ou d'oxygène (un gaz actif). Le soudage au gaz CO₂ est parfois appelé soudage à l'arc CO₂. Les équipements de soudage MIG et MAG sont similaires en ce sens qu'ils peuvent être alimentés à partir de la torche par un dévidoir automatique et qu'ils conviennent au soudage automatique, sans parler du soudage manuel. La principale différence entre eux réside dans le gaz protecteur : le premier est généralement protégé par de l'argon pur et convient au soudage des métaux non ferreux ; le soudage MAG utilise principalement du gaz CO₂ ou du gaz actif CO₂ mélangé à de l'argon, à savoir Ar+2%O₂ ou Ar+5%CO₂, qui convient au soudage de l'acier à haute résistance et de l'acier allié à haute teneur en carbone. Afin d'améliorer les performances du processus de soudage au CO₂, il est également possible d'utiliser un gaz mixte ou un fil fourré CO₂+Ar ou CO₂+Ar+O₂. Le soudage MAG se caractérise par une vitesse de soudage rapide, une grande efficacité d'amorçage de l'arc, un bain profond, une grande efficacité de dépôt, une bonne apparence, une utilisation facile, et convient au soudage MIG (GMAW) par impulsion à grande vitesse.

