가스 차폐 용접은 불활성 가스 차폐 용접(TIG 및 MIG 용접), 활성 가스 차폐 용접(MAG 용접) 및 자체 차폐 용접으로 나눌 수 있습니다. 불활성 가스는 아르곤 또는 헬륨이 될 수 있습니다. 분명히 아르곤은 가격이 저렴하기 때문에 더 일반적으로 사용되므로 불활성 가스 차폐 금속 아크 용접은 아르곤 아크 용접이라고도합니다. 텅스텐 불활성 가스 용접은 텅스텐 또는 텅스텐 합금을 전극 재료로 사용하고 전극과 모재 사이에 생성 된 아크를 사용하여 모재를 녹이고 불활성 가스의 보호하에 와이어를 채우는 용접 공정입니다.
TIG 용접
가스 아크 용접(GTAW)이라고도 하는 TIG는 불활성 가스 보호 하에 텅스텐 전극과 모재 사이에 아크를 만들어 모재와 용접 와이어 재료를 녹인 후 용접하는 방식입니다. 여기에는 DC TIG 용접과 AC TIG 용접이 포함됩니다.
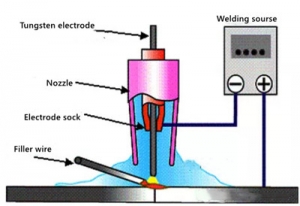
DC TIG 용접은 매우 음의 전력과 양의 모재를 사용하는 DC 아크 용접 전원을 용접 전원으로 사용합니다. 주로 스테인리스 스틸, 티타늄, 구리 및 구리 합금 용접에 사용됩니다. AC TIG 용접의 용접 전원은 AC 아크에서 발생하며 모재의 양극과 음극이 변경됩니다. EP 극성 전극 과열은 주로 알루미늄, 마그네슘 및 기타 합금 용접에 사용되는 기본 재료 표면 산화물 층을 제거 할 수 있습니다.
TIG (GTAW) 용접 작업시 용접기는 한 손에는 용접 건, 한 손에는 용접 와이어가 될 수있어 소규모 작업 및 수동 용접 수리에 적합합니다. TIG는 거의 모든 산업용 금속을 용접 할 수 있으며 용접 모양이 좋고 슬래그와 먼지가 적어 얇고 두꺼운 강판에 널리 사용할 수 있습니다.
MIG 용접
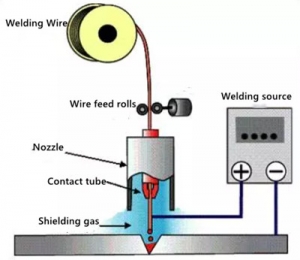 MIG(금속 불활성 가스 용접)는 소비 전극(용접 와이어)과 모재 사이에 아크를 생성하고 아르곤, 헬륨 가스 및 기타 보호 가스로 주변을 밀봉한 후 모재와 용접 와이어를 녹이는 용접 방식입니다. 반자동 용접 및 용접기 핸드 토치의 자동 용접에 널리 사용됩니다. MIG 방식은 주로 알루미늄 용접에 사용되며 일반적으로 펄스 제어 방식입니다. 펄스 MIG 용접은 제트 전환을 통해 매우 작은 스패 터를 얻을 수 있으며 외관이 좋은 평평한 물고기 비늘 모양의 용접을 얻을 수 있습니다. 비 펄스 MAG/MIG 용접에 비해 두꺼운 와이어도 제트 전환을 달성할 수 있으므로 박판 용접에서 와이어 공급 성능을 향상시키고 와이어 비용을 절감할 수 있습니다.
MIG(금속 불활성 가스 용접)는 소비 전극(용접 와이어)과 모재 사이에 아크를 생성하고 아르곤, 헬륨 가스 및 기타 보호 가스로 주변을 밀봉한 후 모재와 용접 와이어를 녹이는 용접 방식입니다. 반자동 용접 및 용접기 핸드 토치의 자동 용접에 널리 사용됩니다. MIG 방식은 주로 알루미늄 용접에 사용되며 일반적으로 펄스 제어 방식입니다. 펄스 MIG 용접은 제트 전환을 통해 매우 작은 스패 터를 얻을 수 있으며 외관이 좋은 평평한 물고기 비늘 모양의 용접을 얻을 수 있습니다. 비 펄스 MAG/MIG 용접에 비해 두꺼운 와이어도 제트 전환을 달성할 수 있으므로 박판 용접에서 와이어 공급 성능을 향상시키고 와이어 비용을 절감할 수 있습니다.
매그 웰딩
MAG(금속 활성 가스) 용접은 CO₂ 또는 아르곤과 CO₂ 또는 산소의 혼합물(활성 가스)을 사용합니다. CO₂ 가스 용접을 CO₂ 아크 용접이라고도 합니다. MIG 및 MAG 용접 장비는 자동 와이어 피더로 토치에서 와이어를 공급할 수 있고 수동 용접은 물론 자동 용접에 적합하다는 점에서 유사합니다. 이들의 주요 차이점은 보호 가스에 있으며, 전자는 일반적으로 비철금속 용접에 적합한 순수 아르곤 가스로 보호되며, MAG 용접은 주로 고강도 강철 및 고합금강 용접에 적합한 CO₂ 가스 또는 아르곤 혼합 CO₂ 활성 가스, 즉 Ar+2%O₂ 또는 Ar+5%CO₂를 사용합니다. CO₂ 용접의 공정 성능을 개선하기 위해 CO₂+Ar 또는 CO₂+Ar+O₂ 혼합 가스 또는 플럭스 코어 와이어도 사용할 수 있습니다. MAG 용접은 빠른 용접 속도, 높은 아크 개시 효율, 깊은 풀, 높은 증착 효율, 좋은 외관, 쉬운 작동, 고속 펄스 MIG (GMAW) 용접에 적합한 것이 특징입니다.

