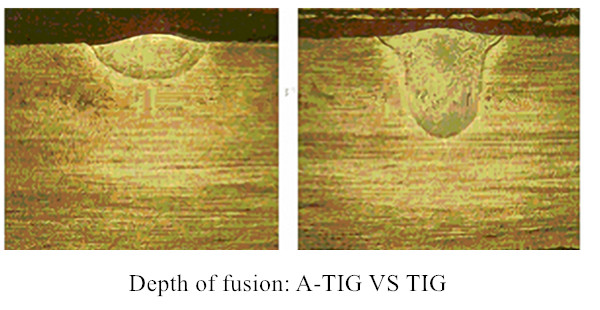
TIG-lassen ook wel aangeduid als het "Actieve Flux TIG-lassen", is het lasproces dat in de jaren zestig door het Oekraïense Barton Welding Institute is uitgevonden om het probleem van het multi-pass lassen op te lossen. De methode is Een goede manier om de nadelen die gemeenschappelijke TIG lassen diepte, materiaal gevoeligheid te overwinnen. Tijdens het lassen, verhoogt de energiedichtheid van de lassenboog beduidend (zelfs meer dan de energie van de plasmalassenboog) onder de actie van activeren Vergeleken met de gemeenschappelijke TIG lassenmethode, met dezelfde lassenparameters, kan de activeren flux de penetratiediepte met 2~3 keer verhogen, de lassentijd met 50% verminderen en de lasefficiency met 1~6 keer verhogen.
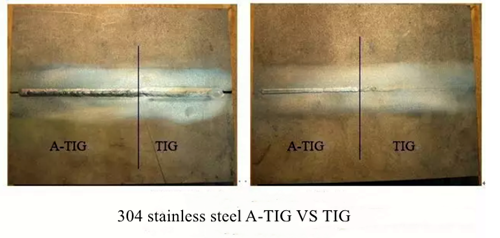
Het A-TIG-lassen is een soort substantiesamenstelling van actieve agent die in het gebied van het basismetaallassen van de gelaste delen wordt behandeld, kan de lassendiepte zeer verbeteren, bijvoorbeeld, kan de diepte van roestvrij staalmateriaal worden verdubbeld wanneer enig-laaglassen. Tegelijkertijd is het bovenste en onderste oppervlak van de las breed, terwijl het midden van de las smal is, en de dendritische richting is bijna hetzelfde als het effect van dubbelzijdig lassen, dat ook wordt waargenomen bij plasmabooglassen. Uit de testresultaten blijkt dat A-TIG-lassen de lasnaadlagen aanzienlijk kan verminderen en het lasrendement voor dikke platen meer dan 1 keer kan verhogen.
Momenteel kan A-TIG-lassen worden toegepast in koolstofstaal, titaniumlegering, roestvrij staalop nikkel gebaseerde legering, koper-nikkel legering op het gebied van luchtvaart, ruimtevaart, scheepsbouw, automobiel, drukvaten en andere gelegenheden met hogere vereisten. De formulering van actieve stroom is de sleutel voor A-TIG-lassen, omvat hoofdzakelijk oxiden, chloriden en fluoride. De verschillende materialen hebben verschillende beschikbare actieve stroomcomponenten. Vergeleken met conventioneel TIG-lassen, heeft het A-TIG-lassen sommige voordelen die hieronder worden getoond:
- Elimineer of verminder de lasdiepte die wordt veroorzaakt door de verandering van de inhoud en de zuiverheid van het spoorelement tijdens het smelten van het metaal; De weerstand tegen thermisch barsten en de weerstand tegen koud barsten van het lasmetaal worden verbeterd.
- A-TIG lassen proces niet groef, geen noodzaak om te vullen draad, sterk verminderen van de productiekosten, en voorkomen lassen kwaliteitsproblemen veroorzaakt door lasdraad.
- Verbeterde lasefficiëntie en oppervlaktekwaliteit.
Bij het repareren van verschillende defecten (poriën, scheuren, enz.), kan het direct meer dan 14mm smelten, waardoor het slijpen, boren en opnieuw vullen van metaal wordt vermeden, waardoor de efficiëntie van het reparatielassen sterk wordt verbeterd. Vergeleken met TIG-lassen, zijn de lasnaad en de hitte-beïnvloede zone minder dan 50%, en de lasvervorming is kleiner, vooral voor de dunne plaat met een dikte van minder dan 3mm.
- Eenvoudige bediening en lage kosten.
Voor het lassen wordt alleen A-TIG actief middel op het oppervlak van het te lassen werkstuk aangebracht. Schrobverwijdering na het lassen zal de lasnaad niet vervuilen.
Bovendien kan de actieve flux ook de corrosieweerstand van roestvrijstalen lasverbindingen verbeteren. Vergeleken met traditionele lasmethoden zoals booglassen, ondergedompeld booglassen, argon-wolfraambooglassen en smeltend argonbooglassen, heeft A-TIG-lassen een betrouwbare kwaliteit en een hoge productie-efficiëntie. Vergeleken met laserlassen, elektronenbundellassen en plasmalassen is A-TIG-lassen ook goedkoper en zuiniger omdat het actieve fluxmateriaal goedkoper is en er slechts algemene apparatuur nodig is.

