Le soudage TIG, également appelé "soudage TIG à flux activé", est un procédé de soudage inventé par l'Institut ukrainien de soudage Barton dans les années 1960 pour résoudre le problème du soudage multipasse. Cette méthode est un bon moyen de surmonter les inconvénients de la profondeur de soudage TIG habituelle, à savoir la sensibilité des matériaux. Pendant le processus de soudage, la densité d'énergie de l'arc de soudage augmente considérablement (encore plus que l'énergie de l'arc de soudage plasma) sous l'action du flux activant. Par rapport à la méthode de soudage TIG courante, avec les mêmes paramètres de soudage, le flux activant peut augmenter la profondeur de pénétration de 2~3 fois, réduire le temps de soudage de 50% et augmenter l'efficacité du soudage de 1~6 fois.
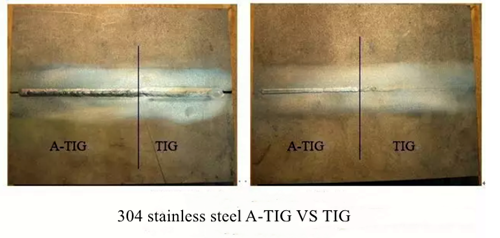
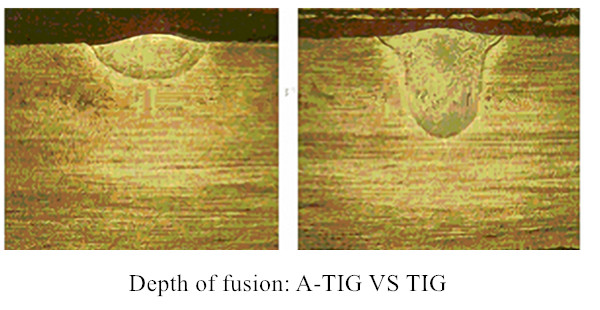
Le soudage A-TIG est une sorte de substance composée d'un agent actif enrobé dans la zone de soudage du métal de base des pièces soudées, ce qui permet d'améliorer considérablement la profondeur de soudage ; par exemple, la profondeur du matériau en acier inoxydable peut être doublée par rapport au soudage en couche simple. En même temps, les surfaces supérieure et inférieure de la soudure sont larges, tandis que le milieu de la soudure est étroit, et la direction dendritique est presque la même que l'effet du soudage double face, qui est également observé dans le soudage à l'arc plasma. Les résultats des tests montrent que le soudage A-TIG peut réduire de manière significative les couches de passage de la soudure et augmenter l'efficacité du soudage de plus d'une fois pour les plaques épaisses.
Actuellement, le soudage A-TIG peut être utilisé pour l'acier au carbone, alliage de titane, acier inoxydableLe soudage A-TIG est utilisé dans les domaines de l'aéronautique, de l'aérospatiale, de la construction navale, de l'automobile, des appareils à pression et dans d'autres domaines où les exigences sont plus élevées. La formulation du flux actif est la clé du soudage A-TIG ; elle comprend principalement des oxydes, des chlorures et des fluorures. Les composants de flux actif disponibles varient selon les matériaux. Par rapport au soudage TIG conventionnel, le soudage A-TIG présente les avantages suivants :
- Éliminer ou réduire la profondeur de soudage causée par le changement de la teneur et de la pureté des oligo-éléments lors de la fusion du métal ; améliorer la résistance à la fissuration thermique et à la fissuration à froid du métal soudé.
- Le processus de soudage A-TIG ne comporte pas de rainure, il n'est pas nécessaire de remplir le fil, ce qui réduit considérablement les coûts de production et évite les problèmes de qualité de soudage causés par le fil de soudage.
- Amélioration de l'efficacité du soudage et de la qualité de la surface.
Lors de la réparation de différents défauts (pores, fissures, etc.), il peut fondre directement plus de 14 mm, évitant ainsi le meulage, le perçage et le rechargement du métal, ce qui améliore considérablement l'efficacité du soudage de réparation. Par rapport au soudage TIG, le cordon de soudure et la zone affectée thermiquement sont inférieurs à 50%, et la déformation de la soudure est plus faible, en particulier pour les plaques minces d'une épaisseur inférieure à 3 mm.
- Fonctionnement simple et faible coût.
Seul l'agent actif A-TIG est appliqué sur la surface de la pièce à souder avant le soudage. Le décapage après soudage ne pollue pas le cordon de soudure.
En outre, le flux actif peut également améliorer la résistance à la corrosion des joints soudés en acier inoxydable. Comparé aux méthodes de soudage traditionnelles telles que le soudage à l'arc, le soudage à l'arc submergé, le soudage à l'arc sous argon tungstène et le soudage à l'arc sous argon fondu, le soudage A-TIG offre une qualité fiable et une grande efficacité de production. Par rapport au soudage au laser, au soudage par faisceau d'électrons et au soudage au plasma, le soudage A-TIG est également moins cher et plus économique, car le flux actif est moins cher et seul un équipement général est nécessaire.

