"Activate Flux TIG kaynağı" olarak da anılan TIG kaynağı, 1960'larda Ukrayna Barton Kaynak Enstitüsü tarafından çok pasolu kaynak sorununu çözmek için icat edilen kaynak işlemidir. Yöntem, yaygın TIG kaynak derinliği, malzeme hassasiyeti dezavantajlarının üstesinden gelmek için iyi bir yoldur. Kaynak işlemi sırasında, aktifleştiricinin etkisi altında kaynak arkının enerji yoğunluğu önemli ölçüde artar (plazma kaynak arkının enerjisinden bile daha fazla) Ortak TIG kaynak yöntemiyle karşılaştırıldığında, aynı kaynak parametreleriyle, aktifleştirici akı penetrasyon derinliğini 2 ~ 3 kat artırabilir, kaynak süresini 50% azaltabilir ve kaynak verimliliğini 1 ~ 6 kat artırabilir.
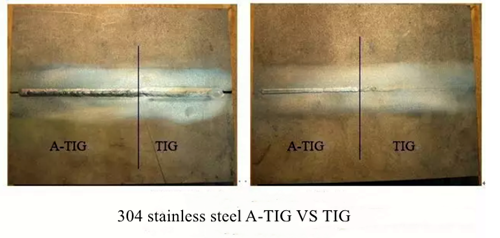
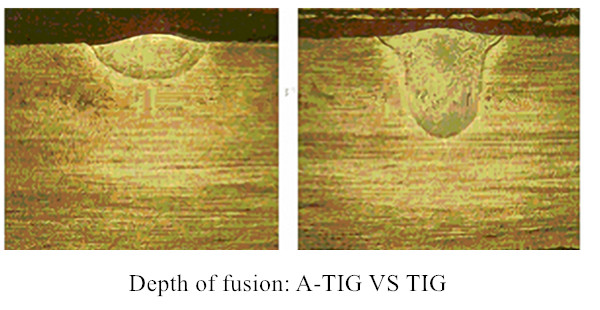
A-TIG kaynağı, kaynaklı parçaların ana metal kaynak alanında kaplanmış aktif maddenin bir tür madde bileşimidir, kaynak derinliğini büyük ölçüde artırabilir, örneğin, tek katmanlı kaynak yapıldığında paslanmaz çelik malzemenin derinliği iki katına çıkarılabilir. Aynı zamanda, kaynağın üst ve alt yüzeyi genişken, kaynağın ortası dardır ve dendritik yön, plazma ark kaynağında da gözlenen çift taraflı kaynağın etkisiyle neredeyse aynıdır. Test sonuçları, A-TIG kaynağının kaynak paso katmanlarını önemli ölçüde azaltabileceğini ve kalın plakalar için kaynak verimliliğini 1 kattan fazla artırabileceğini göstermektedir.
Şu anda A-TIG kaynağı karbon çeliğinde kullanılabilmektedir, titanyum alaşımı, paslanmaz çeliknikel bazlı alaşım, havacılık, uzay, gemi yapımı, otomotiv, basınçlı kaplar ve daha yüksek gereksinimleri olan diğer durumlarda bakır-nikel alaşımı. Aktif flux formülasyonu, A-TIG kaynağı için anahtardır, esas olarak oksitler, klorürler ve florür içerir. Farklı malzemeler farklı aktif eritken bileşenlerine sahiptir. Geleneksel TIG kaynağı ile karşılaştırıldığında, A-TIG kaynağının aşağıda gösterilen bazı avantajları vardır:
- Metal eritme sırasında eser element içeriğinin ve saflığının değişmesinden kaynaklanan kaynak derinliğini ortadan kaldırır veya azaltır; Kaynak metalinin termal çatlama direnci ve soğuk çatlama direnci iyileştirilir.
- A-TIG kaynak işlemi oluk açmaz, tel doldurmaya gerek yoktur, üretim maliyetlerini büyük ölçüde azaltır ve kaynak telinin neden olduğu kaynak kalitesi sorunlarını önler.
- Geliştirilmiş kaynak verimliliği ve yüzey kalitesi.
Farklı kusurları (gözenekler, çatlaklar vb.) onarırken, doğrudan 14 mm'den fazla eritebilir, taşlama, delme ve metali yeniden doldurmaktan kaçınabilir, böylece onarım kaynak verimliliğini büyük ölçüde artırabilir. TIG kaynağı ile karşılaştırıldığında, kaynak dikişi ve ısıdan etkilenen bölge 50%'den daha azdır ve kaynak deformasyonu, özellikle 3 mm'den daha az kalınlığa sahip ince plaka için daha küçüktür.
- Basit kullanım ve düşük maliyet.
Kaynaktan önce kaynak yapılacak iş parçasının yüzeyine sadece A-TIG aktif maddesi uygulanır. Kaynak sonrası fırçalama işlemi kaynak dikişini kirletmeyecektir.
Buna ek olarak, aktif akı paslanmaz çelik kaynaklı bağlantıların korozyon direncini de artırabilir. Ark kaynağı, tozaltı ark kaynağı, argon tungsten ark kaynağı ve eriyen argon ark kaynağı gibi geleneksel kaynak yöntemleriyle karşılaştırıldığında, A-TIG kaynağı güvenilir kaliteye ve yüksek üretim verimliliğine sahiptir. Lazer kaynağı, elektron ışını kaynağı ve plazma kaynağı ile karşılaştırıldığında, A-TIG kaynağı da daha ucuz ve daha ekonomiktir çünkü aktif akı malzemesi daha ucuzdur ve sadece genel ekipman gereklidir.

