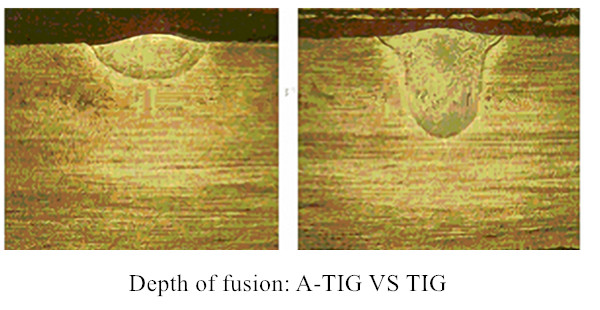
Сварка TIG, также называемая "сварка TIG с активированным флюсом", - это процесс сварки, изобретенный украинским Институтом сварки Бартона в 1960-х годах для решения проблемы многопроходной сварки. Этот метод является хорошим способом преодоления недостатков, присущих обычной TIG-сварке - глубины провара, чувствительности материала. В процессе сварки плотность энергии сварочной дуги значительно увеличивается (даже больше, чем энергия плазменной сварочной дуги) под действием активирующего флюса По сравнению с обычным методом сварки TIG, при одинаковых параметрах сварки активирующий флюс может увеличить глубину проплавления в 2~3 раза, сократить время сварки на 50% и увеличить эффективность сварки в 1~6 раз.
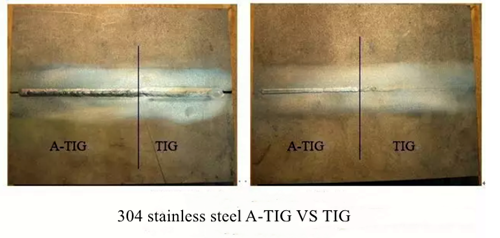
A-TIG сварка - это своего рода состав вещества активного агента, покрытого в зоне сварки основного металла свариваемых деталей, может значительно улучшить глубину сварки, например, глубина сварки материала из нержавеющей стали может быть удвоена при однослойной сварке. В то же время, верхняя и нижняя поверхность сварного шва широкая, а середина шва узкая, и дендритное направление почти такое же, как эффект двухсторонней сварки, который также наблюдается при плазменно-дуговой сварке. Результаты испытаний показывают, что сварка A-TIG может значительно уменьшить количество слоев прохода шва и повысить эффективность сварки более чем в 1 раз для толстых листов.
В настоящее время сварка A-TIG может применяться для углеродистой стали, титановый сплав, нержавеющая сталь, сплав на основе никеля, медно-никелевый сплав в области авиации, аэрокосмической промышленности, судостроения, автомобилестроения, сосудов под давлением и других случаях с повышенными требованиями. Состав активного флюса является ключевым для A-TIG сварки, в основном включает оксиды, хлориды и фториды. Различные материалы имеют различные доступные компоненты активного флюса. По сравнению с обычной сваркой TIG, сварка A-TIG имеет некоторые преимущества, о которых мы расскажем ниже:
- Устранение или уменьшение глубины сварки, вызванной изменением содержания и чистоты микроэлементов во время выплавки металла; Повышение стойкости к термическому растрескиванию и стойкости к холодному растрескиванию металла шва.
- Процесс сварки A-TIG не имеет канавок, нет необходимости заполнять проволоку, что значительно снижает производственные затраты и позволяет избежать проблем с качеством сварки, вызванных сварочной проволокой.
- Повышение эффективности сварки и качества поверхности.
При ремонте различных дефектов (поры, трещины и т.д.), он может непосредственно расплавить более 14 мм, избегая шлифовки, сверления и повторного заполнения металла, что значительно повышает эффективность ремонтной сварки. По сравнению со сваркой TIG, сварочный шов и зона термического влияния меньше, чем 50%, и сварочная деформация меньше, особенно для тонкого листа толщиной менее 3 мм.
- Простота эксплуатации и низкая стоимость.
Перед сваркой на поверхность свариваемого изделия наносится только активный агент A-TIG. Удаление скраба после сварки не загрязняет сварной шов.
Кроме того, активный флюс может также улучшить коррозионную стойкость сварных соединений из нержавеющей стали. По сравнению с традиционными методами сварки, такими как дуговая сварка, сварка под флюсом, аргонодуговая сварка вольфрамовым электродом и аргонодуговая сварка плавящимся электродом, сварка A-TIG имеет надежное качество и высокую эффективность производства. По сравнению с лазерной сваркой, сваркой электронным лучом и плазменной сваркой, сварка A-TIG также дешевле и экономичнее, поскольку материал активного флюса дешевле и требуется только общее оборудование.

