Что такое K-TIG сварка?
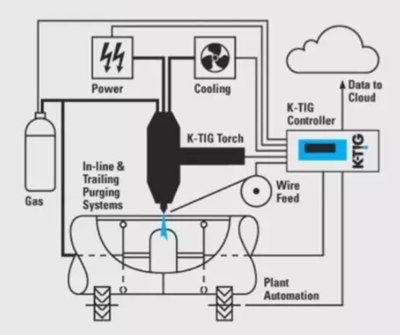
Keyhole TIG welding, сокращенно K-TIG, - это новая технология высокотоковой TIG-сварки, разработанная австралийской компанией CSIRO в 2000 году. Технология сварки K-TIG - это высокоскоростной односторонний процесс сварки с полным проплавлением, который не требует ни проволоки, ни канавки, ни профессиональных операторов, но может сваривать металл толщиной до 16 мм и в 100 раз быстрее, чем обычная сварка TIG.
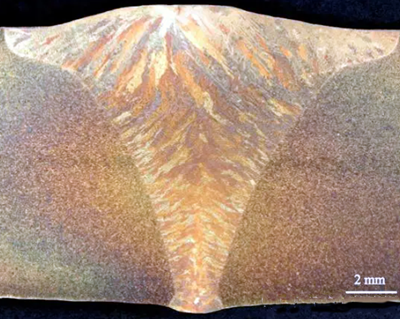
K-TIG сварка основана на традиционной TIG сварки через большой ток (> 300A) для формирования большого давления дуги и сварки бассейн жидкого металла поверхностного натяжения для достижения относительного баланса, формирование отверстия для достижения глубокой сварки. Стабильный процесс сварки, красивая сварка формирования, микроструктура сварного шва и механические свойства лучше, чем TIG сварки, является высокая эффективность, высокая скорость, недорогой метод сварки. Диаметр вольфрамового электрода больше 6 мм (обычно используется диаметр 6,3-6,5 мм, угол конца 60o), сварочный ток до 600~650A, напряжение дуги 16~20V, под действием таких высоких параметров спецификации, электромагнитная усадка дуги значительно улучшается, показывая прямолинейность дуги, сила дуги и проникающая способность значительно улучшаются.
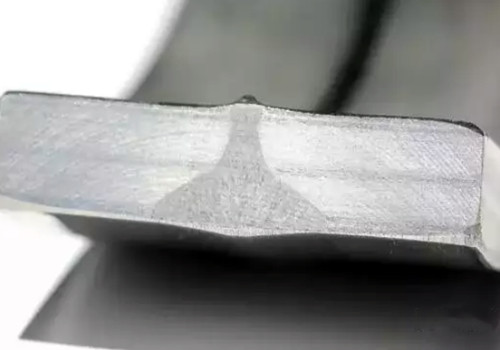
При сварке дуга "погружается" глубоко в основной металл, заставляя расплавленный металл вокруг расплавленной ванны образовывать замочные скважины. Если давление дуги, сила реакции паров металла на боковую стенку замочной скважины, поверхностное натяжение жидкого металла и давление внутри жидкого металла достигают динамического равновесия, замочная скважина будет существовать стабильно. По мере продвижения дуги металл плавится за дугой и охлаждается, образуя сварной шов, аналогично методу плазменной сварки "замочной скважины".
| Нет. | Пункт | SAW | TIG | ПЛАЗМА | A-TIG |
| 1 | Сварка с одной стороны Сварка с обеих сторон Формирование | Нет | Да | Да | Да |
| 2 | Максимальная глубина сращения | 20 мм | 3 мм | 10 мм | 16 мм |
| 3 | Паз для средней и толстой плиты | Нет | Да | Нет | Нет |
| 4 | Средняя и толстая пластина после формирования | Нет | Нет | Да | Да |
| 5 | Внешнее качество | Хорошо | Хорошо | Не очень | Хорошо |
| 6 | Зазор для выравнивания сварки | ≤2 | ≤2 | ≤0.5 | ≤2 |
| 7 | Расходные материалы для сварки | Необходима сварочная проволока и флюс | Нужно больше проводов | Необходим плазменный газ | Требуется меньше проводов |
| 8 | Максимальная скорость сварки | 400 мм/мин | 200 мм/мин | 500 мм/мин | 1000 мм/мин |
| 9 | Дефекты инициирования/замыкания дуги | Да | Нет | Да | Нет |
| 10 | Номинальный коэффициент нагрузки | 60% | 60% | 60% | 100% |
Особенности сварки K-TIG
- Автоматическая сварка, простое управление, без заправки сварочной проволоки, весь процесс - односторонняя сварка с полным проплавлением.
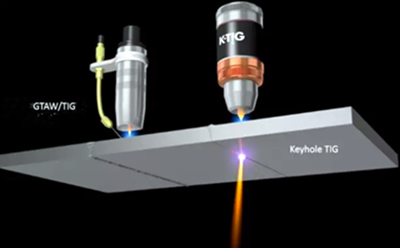
- Высокая эффективность, низкое энергопотребление, высокая скорость сварки, скорость более чем в 5-10 раз превышает скорость обычной сварки TIG/GTAW. Позволяет формировать высокостабильные, самокорректирующиеся дефекты сварного шва с полным проплавлением в различных специальных металлах. Зазор между свариваемыми деталями может достигать 2 мм.
- Металлический лист средней толщины может осуществлять одностороннюю сварку и двухстороннюю формовку без открытия канавки, с красивым сварочным швом, небольшой деформацией и без очистки корня с обратной стороны.
- Он может сваривать углеродистую легированную сталь, нержавеющую сталь, титановый сплав, сплав на основе никеля, кобальтовый сплав и циркониевые материалы, особенно для аустенитной нержавеющей стали большого диаметра. K-TIG аргонодуговая сварка с глубоким проплавлением в 16 мм титан, 14 мм цирконий, 13 мм аустенит нержавеющая сталь, хастеллой, никель-хром и различные никель-кобальтовые сплавы и 9 мм проводящих материалов (таких как ферритная сталь и углеродистая сталь) для достижения односторонней сварки двойной стороны формирования. Когда скорость сварки составляет 250-300 мм/мин, он может сваривать нержавеющую сталь толщиной менее 14 мм за один раз.

