Qu'est-ce que le soudage K-TIG ?
Le soudage TIG en trou de serrure, K-TIG en abrégé, est une nouvelle technologie de soudage TIG à courant élevé mise au point par la société australienne CSIRO en 2000. La technologie de soudage K-TIG est un procédé de soudage haute vitesse à pénétration totale d'un côté, qui ne nécessite ni fil, ni rainure, ni opérateurs professionnels, mais qui peut souder des métaux d'une épaisseur allant jusqu'à 16 mm et 100 fois plus rapidement que le soudage TIG conventionnel.
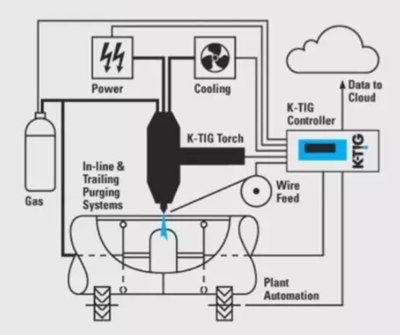
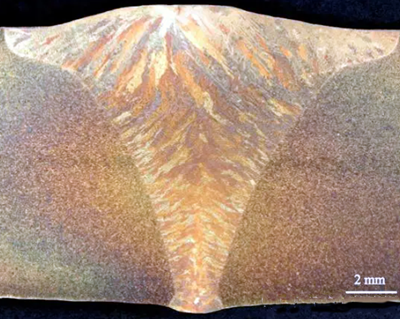
Le soudage K-TIG est basé sur le soudage TIG traditionnel grâce à un courant important (> 300A) pour former une pression d'arc importante et une tension de surface du métal liquide du bain de soudure afin d'atteindre un équilibre relatif, formant un trou pour réaliser un soudage en profondeur. Le processus de soudage est stable, la forme de la soudure est belle, la microstructure de la soudure et les propriétés mécaniques sont meilleures que celles du soudage TIG, c'est une méthode de soudage à haut rendement, à grande vitesse et à faible coût. Le diamètre de l'électrode de tungstène est supérieur à 6 mm (le diamètre couramment utilisé est de 6,3-6,5 mm, l'angle de l'extrémité est de 60o), le courant de soudage peut atteindre 600~650A, la tension de l'arc est de 16~20V, sous l'action de paramètres de spécification aussi élevés, le retrait électromagnétique de l'arc est grandement amélioré, ce qui montre que la rectitude de l'arc, la force de l'arc et la capacité de pénétration sont significativement améliorées.
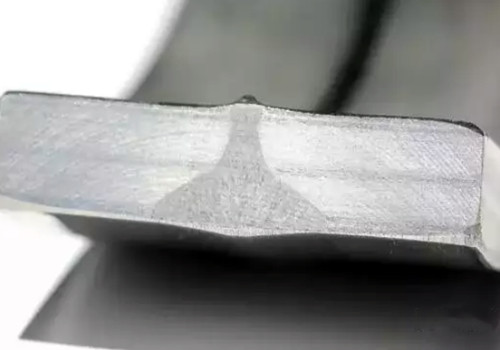
Lors du soudage, l'arc " s'enfonce " profondément dans le métal de base, forçant le métal en fusion autour du bain de fusion à former des trous de serrure. Si la pression de l'arc, la force de réaction de la vapeur de métal sur la paroi du trou de serrure, la tension superficielle du métal liquide et la pression à l'intérieur du métal liquide atteignent un équilibre dynamique, le trou de serrure existera de manière stable. Au fur et à mesure de la progression de l'arc, le métal de la piscine est fusionné derrière l'arc et refroidi pour former une soudure, similaire à la méthode de soudage "en trou de serrure" au plasma.
| Non. | Objet | SAW | TIG | PLASMA | A-TIG |
| 1 | Soudage d'un côté Formation des deux côtés | Non | Oui | Oui | Oui |
| 2 | Profondeur maximale de la fusion | 20 mm | 3mm | 10 mm | 16 mm |
| 3 | Rainure pour plaques moyennes et épaisses | Non | Oui | Non | Non |
| 4 | Plaque moyenne et épaisse une fois formée | Non | Non | Oui | Oui |
| 5 | Qualité de l'apparence | Bon | Bon | Pas bon | Bon |
| 6 | Dégagement de l'alignement de soudage | ≤2 | ≤2 | ≤0.5 | ≤2 |
| 7 | Consommables de soudage | Besoin de fil de soudure et de flux | Besoin de plus de fils | Besoin de gaz plasmagène | Moins de fils |
| 8 | Vitesse de soudage maximale | 400mm/min | 200mm/min | 500mm/min | 1000mm/min |
| 9 | Défauts d'amorçage/de fermeture de l'arc | Oui | Non | Oui | Non |
| 10 | Rapport de charge nominal | 60% | 60% | 60% | 100% |
Les caractéristiques du soudage K-TIG
- Soudage automatique, opération simple, pas de remplissage du fil de soudure, l'ensemble du processus est un soudage à pénétration complète à sens unique.
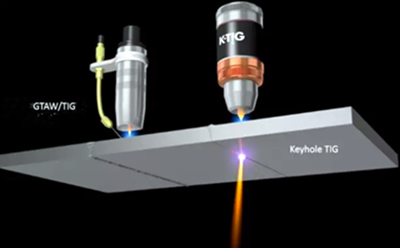
- Haute efficacité, faible consommation d'énergie, vitesse de soudage rapide, la vitesse est plus de 5 à 10 fois supérieure à celle d'un soudage TIG/GTAW ordinaire. Il permet aux défauts de soudure de former des trous de soudure à pénétration complète très stables et autocorrectifs dans une variété de métaux spéciaux. Le jeu des pièces à souder peut atteindre 2 mm.
- La plaque métallique d'épaisseur moyenne peut être soudée d'un seul côté et formée des deux côtés sans ouverture de rainure, avec un beau cordon de soudure, une faible déformation et sans nettoyage de la racine au dos.
- Il peut souder l'acier allié au carbone, l'acier inoxydable, l'alliage de titane, l'alliage à base de nickel, l'alliage de cobalt et les matériaux à base de zirconium, en particulier l'acier inoxydable austénitique de grand diamètre. Soudage à l'arc sous argon à pénétration profonde K-TIG en 16 mm titane14mm zirconium, 13mm austénitique acier inoxydableLes matériaux conducteurs de 9 mm (tels que l'acier ferritique et l'acier au carbone) peuvent être soudés d'un seul côté et formés d'un double côté. Lorsque la vitesse de soudage est de 250-300 mm/min, elle peut souder l'acier inoxydable de moins de 14 mm à la fois.

