Was ist K-TIG-Schweißen?
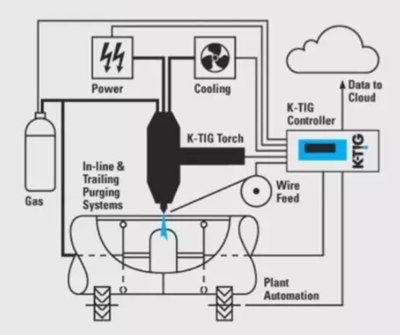
Das WIG-Schweißen mit Schlüssellochtechnik, kurz K-TIG, ist eine neue Hochstrom-WIG-Schweißtechnik, die im Jahr 2000 vom australischen CSIRO entwickelt wurde. Die K-TIG-Schweißtechnik ist ein Hochgeschwindigkeitsschweißverfahren mit einseitiger Durchschweißung, das keinen Draht, keine Rille und keine professionellen Bediener erfordert, sondern Metall bis zu 16 mm Dicke und 100-mal schneller als herkömmliches WIG-Schweißen schweißen kann.
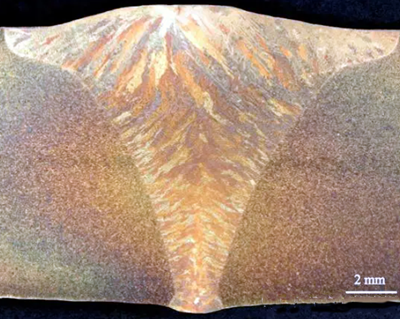
K-TIG-Schweißen basiert auf dem traditionellen WIG-Schweißen durch den großen Strom (> 300A), um einen großen Lichtbogendruck und Schweißbad flüssiges Metall Oberflächenspannung, um ein relatives Gleichgewicht zu erreichen, bilden ein Loch, um tiefes Schweißen zu erreichen. Stabile Schweißprozess, schöne Schweißen bilden, sind Schweißnaht Mikrostruktur und mechanischen Eigenschaften besser als WIG-Schweißen, ist eine hohe Effizienz, hohe Geschwindigkeit, Low-Cost-Schweißverfahren. Der Wolfram-Elektroden-Durchmesser ist größer als 6mm (üblicherweise verwendete Durchmesser ist 6,3-6,5mm, der Winkel des Endes ist 60o), der Schweißstrom ist bis zu 600~650A, die Lichtbogen-Spannung ist 16~20V, unter der Wirkung einer solchen hohen Spezifikation Parameter, die elektromagnetische Schrumpfung des Lichtbogens ist stark verbessert, zeigt die Lichtbogen Geradheit, Lichtbogen Kraft und Penetration Fähigkeit sind deutlich verbessert.
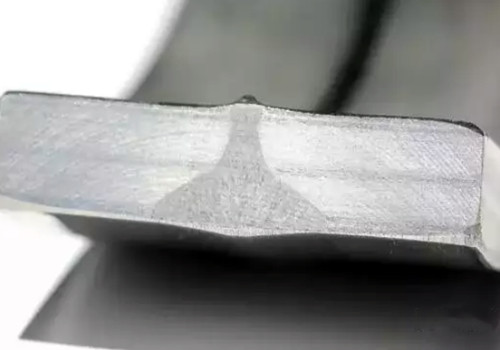
Beim Schweißen "sinkt" der Lichtbogen tief in das Basismetall ein und zwingt das geschmolzene Metall um das Schmelzbad herum zur Bildung von Schlüssellöchern. Wenn der Lichtbogendruck, die Reaktionskraft des Metalldampfes auf die Seitenwand des Schlüssellochs, die Oberflächenspannung des flüssigen Metalls und der Druck im Inneren des flüssigen Metalls ein dynamisches Gleichgewicht erreichen, wird das Schlüsselloch stabil bestehen. Während der Lichtbogen fortschreitet, wird das flüssige Metall hinter dem Lichtbogen aufgeschmolzen und abgekühlt, um eine Schweißnaht zu bilden, ähnlich wie beim "Schlüsselloch"-Schweißverfahren mit Plasma.
| Nein. | Artikel | SAW | WIG | PLASMA | A-TIG |
| 1 | Einseitige Verschweißung Beidseitige Formation | Nein | Ja | Ja | Ja |
| 2 | Maximale Tiefe der Verschmelzung | 20mm | 3mm | 10mm | 16mm |
| 3 | Mittlere und dicke Plattenrille | Nein | Ja | Nein | Nein |
| 4 | Mittlere und dicke Platten nach der Umformung | Nein | Nein | Ja | Ja |
| 5 | Qualität des Erscheinungsbildes | Gut | Gut | Nicht gut | Gut |
| 6 | Ausrichtungsspiel beim Schweißen | ≤2 | ≤2 | ≤0.5 | ≤2 |
| 7 | Verbrauchsmaterial zum Schweißen | Benötigt Schweißdraht und Flussmittel | Mehr Drähte erforderlich | Bedarf an Plasmagas | Weniger Drähte erforderlich |
| 8 | Maximale Schweißgeschwindigkeit | 400mm/min | 200mm/min | 500mm/min | 1000mm/min |
| 9 | Fehler bei der Lichtbogenzündung/-schließung | Ja | Nein | Ja | Nein |
| 10 | Nennlastverhältnis | 60% | 60% | 60% | 100% |
Die Merkmale des K-TIG-Schweißens
- Automatisches Schweißen, einfache Bedienung, keine Füllung des Schweißdrahtes, der gesamte Prozess ist eine Einweg-Volldurchschweißung.
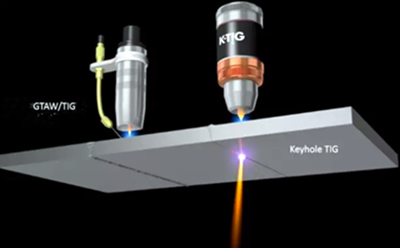
- Hoher Wirkungsgrad, geringer Energieverbrauch, schnelle Schweißgeschwindigkeit, die Geschwindigkeit ist mehr als 5-10 mal so hoch wie beim normalen WIG/GTAW. Es ermöglicht die Bildung von hochstabilen, selbstkorrigierenden Durchschweißungen in einer Vielzahl von Sondermetallen. Der Abstand der Schweißteile kann bis zu 2 mm betragen.
- Das Blech mittlerer Dicke kann einseitig geschweißt und beidseitig geformt werden, ohne dass sich eine Nut öffnet, mit schöner Schweißnaht, geringer Verformung und ohne Wurzelreinigung auf der Rückseite.
- Es kann Kohlenstoffstahl, Edelstahl, Titanlegierungen, Nickelbasislegierungen, Kobaltlegierungen und Zirkoniumwerkstoffe schweißen, insbesondere für austenitische Edelstähle mit großem Durchmesser. K-TIG tiefes Argon-Lichtbogenschweißen in 16 mm Titan14mm Zirkonium, 13mm Austenitisch rostfreier StahlHastelloy, Nickel-Chrom und verschiedene Nickel-Kobalt-Legierungen und 9mm leitfähigen Materialien (wie ferritischen Stahl und Kohlenstoffstahl) zu erreichen, eine einseitige Schweißen doppelseitigen bilden. Wenn die Schweißgeschwindigkeit 250-300mm/min ist, kann es durch den rostfreien Stahl unter 14mm zu einer Zeit schweißen.

