Per gasdotto di trasporto del gas naturale si intende la condotta che trasporta il gas naturale (compreso il gas associato al giacimento petrolifero) dal sito di sfruttamento o dall'impianto di trattamento al centro di distribuzione del gas della città o agli utenti. Il presente documento presenta il processo di saldatura di un progetto di trasporto di gasdotto, la cui pressione di progetto è di 6,3 Mpa, tubo in acciaio API 5L X60 LSAW con diametro esterno di 508 × 11,1 mm e lunghezza totale di 10 km. Il processo di saldatura è principalmente semiautomatico e in alcune parti viene utilizzata la saldatura manuale ad arco discendente. Il documento include la selezione dei materiali, la sequenza di saldatura e le forme delle scanalature, il controllo della saldatura per la saldatura del gasdotto.
Materiale di saldatura
In base ai requisiti di progettazione del progetto: L'elettrodo di cellulosa AWS E6010 viene utilizzato per la saldatura ad arco manuale, l'elettrodo AWS E8010 per il riempimento e l'elettrodo a basso contenuto di idrogeno AWS E8018G per la tappatura. Per la saldatura semiautomatica si utilizza la bacchetta AWS E6010, mentre per il riempimento e la tappatura si utilizza il filo animato E71T8-NI1 o E71T8-K6. L'elettrodo scelto deve essere conforme alle norme AWS A5.1 e A5.5, mentre il filo deve essere conforme alle norme AWS A5.29.
Apparecchiature per la saldatura
La saldatrice ad arco in corrente continua o la saldatrice semiautomatica devono essere utilizzate in base ai requisiti dei materiali di saldatura e alle condizioni di costruzione.
Le procedure di saldatura
Il presente documento presenta il processo di saldatura verso il basso della saldatura di tenuta posteriore del gasdotto del gas naturale. Tutti gli strati della saldatura di base sono completati dalla saldatura manuale in discesa, mentre la saldatura a gas schermato è utilizzata per la saldatura a caldo, la saldatura di riempimento e la saldatura di copertura. Il processo di saldatura in discesa comprende l'assemblaggio del tubo → la rettifica del pigging → l'accoppiamento del gruppo → la saldatura.
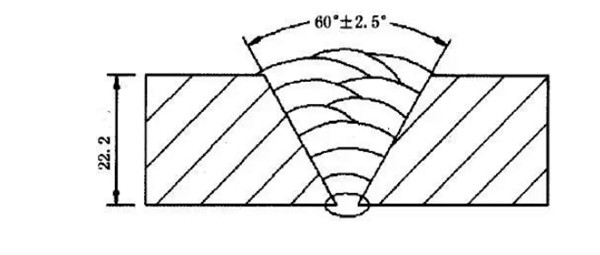
- Preparazione prima della saldatura. Prima di saldare il tubo, rimuovere le impurità presenti nel tubo e le macchie di olio, ruggine e altre impurità sulle superfici alle due estremità della scanalatura, e lucidarle entro 10 mm su entrambi i lati della bocca del tubo per esporre la lucentezza metallica e proteggere la scanalatura. Per il gasdotto di gas naturale antizolfo, il giunto di saldatura è generalmente a forma di V, l'angolo della scanalatura è 600±2,50, il bordo smussato è compreso tra 0 e 0,5 mm e la distanza tra le scanalature è compresa tra 3,0 e 4,5 mm.
- Saldatura di montaggio e posizionamento. L'assemblaggio dei tubi e la saldatura di posizionamento sono la chiave per garantire la qualità della saldatura verso il basso e la buona formazione del giunto del tubo. La saldatura di posizione è una parte della saldatura formale, la migliore è la saldatura su un solo lato e la formazione di un doppio lato per garantire la qualità della saldatura. Il morsetto interno può essere utilizzato per completare la passata di saldatura alla radice in una sola volta, e poi il morsetto può essere rimosso dopo la saldatura alla radice. 6~7 saldature di posizionamento sono distribuite uniformemente sull'intera circonferenza della porta di saldatura con il morsetto esterno. La lunghezza di saldatura accumulata non deve essere inferiore a 50% della circonferenza del tubo prima di rimuovere il morsetto esterno.
- Quando l'estremità del tubo è collegata alla testa, per l'assemblaggio si utilizza il morsetto esterno; quest'ultimo deve rimuovere i segni di taglio sulla superficie della scanalatura. La deviazione verticale tra la superficie di taglio e la linea centrale del tubo deve essere inferiore a 1,5 mm. Le dimensioni della scanalatura sono indicate nella figura seguente.
- Quando vengono saldati due tubi con lo stesso spessore di parete, la quantità di bordi sfalsati deve soddisfare i requisiti. Quando si collegano tubi con spessori di parete diversi e lo stesso diametro esterno, la quantità di interfaccia sbagliata non deve superare 10% dello spessore della parete sottile e non deve essere superiore a 1 mm; la differenza di spessore della parete è inferiore a 1 mm e può essere saldata direttamente; la differenza di spessore della parete deve essere inferiore o uguale a 30% dello spessore della parete sottile e la lavorazione dell'estremità del tubo a parete spessa deve garantire che il disallineamento del bordo di interfaccia non superi 10% dello spessore della parete sottile. La saldatura di due tubi deve essere sfalsata di oltre 100 mm e il raggio di curvatura della posa elastica dei tubi deve essere superiore a 1000D.
- Il principio è quello della saldatura multistrato a strato sottile; le impurità, come scorie e spruzzi, devono essere rimosse tra uno strato e l'altro e deve essere eseguita una rigorosa ispezione dell'aspetto. I punti di inizio o di chiusura dell'arco di ogni passata di saldatura sono sfalsati di 20-30 mm e i punti di inizio e di chiusura dell'arco della saldatura di radice devono garantire la penetrazione; il metallo depositato in modo non uniforme nella passata di saldatura deve essere lucidato dopo la saldatura di radice per evitare l'inclusione di scorie. La saldatura a caldo deve essere eseguita il prima possibile dopo la saldatura in radice. L'intervallo tra la saldatura in radice e quella a caldo non deve superare i 5 minuti.
- Le scorie di saldatura e gli spruzzi sulla superficie della saldatura devono essere rimossi in tempo dopo la saldatura e la qualità della superficie deve essere controllata attentamente. La superficie non deve presentare crepe, mancata fusione, porosità, inclusioni di scorie e altri difetti.
- Controlli non distruttivi.100% L'ispezione a raggi X e a ultrasuoni deve essere eseguita per l'intero processo di saldatura dopo la saldatura. Dopo che il test è stato qualificato, è possibile eseguire il trattamento termico post-saldatura. Dopo il trattamento termico, è necessario eseguire un test ultrasonico di campionamento 10% sul giunto di saldatura. Se durante l'ispezione si riscontrano cricche e altri fenomeni nella saldatura, è consentita una sola riparazione per questa parte.
Parametri di saldatura
| Cordone di saldatura | Processo | Materiale di saldatura | Diametro | Polarità | direzione di saldatura | corrente di saldatura, A | Tensione d'arco, V | Velocità di avanzamento, in/mm | Velocità di saldatura, cm/min |
| Saldatura delle radici | GMAW | E80C-Ni | 1,2 mm | Invertito | Verso il basso | 140-180 | 14-18 | 150-180 | 18-35 |
| Saldatura a caldo | FCAW-S | E818T-Ni2J
E818T-G E551T8-K2 |
2,0 mm | Ricevuto | Verso il basso | 160-260 | 18-24 | 80-100 | 18-30 |
| Saldatura di riempimento | FCAW-S | E818T-Ni2J
E818T-G E551T8-K2 |
2,0 mm | Ricevuto | Verso il basso | 170-280 | 18-24 | 80-120 | 16-28 |
| Saldatura del coperchio | FCAW-S | E818T-Ni2J
E818T-G E551T8-K2 |
2,0 mm | Ricevuto | Verso il basso | 160-240 | 18-24 | 80-100 | 16-24 |
La qualificazione della procedura di saldatura, la procedura di saldatura, il test e l'ispezione e i parametri della procedura di saldatura devono essere determinati prima di utilizzare la saldatura verso il basso.
- Giunti saldati: I giunti saldati sono soggetti a difetti nella saldatura dei tubi. La scoria deve essere rimossa dal cratere dell'arco, l'arco deve essere acceso sulla parte superiore del cratere, il cratere dell'arco deve essere fermato leggermente e fatto oscillare delicatamente fino a riempirlo, quindi si deve saldare alla normale velocità di saldatura.
- Velocità di saldatura: la velocità di saldatura deve essere determinata in base al diametro e allo spessore della parete del tubo. Se la velocità di saldatura è ridotta, il bagno fuso scorrerà verso il basso e si produrranno porosità e inclusioni di scorie. Una saldatura troppo veloce provoca il riempimento del passaggio di saldatura.
- Saldatura a cordone di riempimento: per la saldatura a cordone di riempimento si utilizza generalmente il metodo di raddrizzamento a filo. I tubi con pareti di grande spessore possono essere saldati in fila per riempire una scanalatura più ampia. Il trasporto diretto del filo è facile da utilizzare e consente di ottenere una buona qualità di saldatura e proprietà meccaniche. È inoltre possibile fondere i bordi del cordone di saldatura con una leggera oscillazione durante l'alimentazione del filo.
- Saldatura a cordone di copertura: nella saldatura a cordone di copertura, il giunto di saldatura deve essere sfalsato rispetto al giunto di saldatura di riempimento. Prima della saldatura di copertura, l'altezza del cordone di saldatura di riempimento rispetto alla superficie del tubo deve essere inferiore a 1,5 mm.
