Le gazoduc de transport de gaz naturel désigne le gazoduc transportant le gaz naturel (y compris le gaz associé aux gisements de pétrole) depuis le site d'exploitation ou l'usine de traitement jusqu'au centre de distribution de gaz de la ville ou aux utilisateurs. Cet article présente le processus de soudage d'un projet de transport de gazoduc, dont la pression de conception est de 6,3Mpa, API 5L X60 LSAW tube d'acier avec un diamètre extérieur de 508 ×11,1mm, et la longueur totale est de 10km. Le processus de soudage est principalement semi-automatique, et le soudage manuel à l'arc vers le bas est utilisé dans certaines parties. Le document comprend la sélection des matériaux, la séquence de soudage et les formes de rainures, l'inspection du contrôle de soudage pour le soudage du pipeline de transport de gaz.
Matériel de soudage
Selon les exigences de conception du projet, l'électrode cellulosique AWS E6010 est utilisée pour le soudage à l'arc manuel : L'électrode cellulosique AWS E6010 est utilisée pour le soudage manuel à l'arc, l'électrode AWS E8010 est utilisée pour le remplissage et l'électrode à faible teneur en hydrogène AWS E8018G est utilisée pour l'enrobage. La baguette de soudage AWS E6010 est utilisée pour le soudage semi-automatique et le fil fourré E71T8-NI1 ou E71T8-K6 est utilisé pour le remplissage et le recouvrement. L'électrode sélectionnée doit être conforme aux normes AWS A5.1 et A5.5, et le fil à la norme AWS A5.29.
Équipement de soudage
Une soudeuse à arc en courant continu ou une soudeuse semi-automatique doit être utilisée conformément aux exigences des matériaux de soudage et aux conditions de construction.
Les procédures de soudage
Cet article présente le processus de soudage vers le bas du joint arrière du gazoduc. Toutes les couches du soudage de base sont complétées par un soudage manuel vers le bas, et le soudage sous protection gazeuse est utilisé pour le soudage à chaud, le soudage d'apport et le soudage de couverture. Le processus de soudage vers le bas comprend l'assemblage de la conduite → le broyage du raclage → l'appariement des groupes → le soudage.
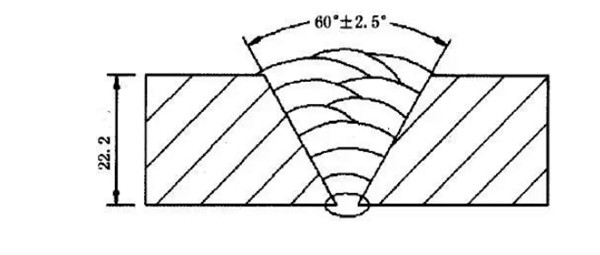
- Préparation avant le soudage. Avant de souder le tuyau, éliminez les impuretés dans le tuyau et les taches d'huile, la rouille et les autres impuretés sur les surfaces aux deux extrémités de la rainure, et polissez-les dans une fourchette de 10 mm des deux côtés de l'embouchure du tuyau afin d'exposer l'éclat métallique et de protéger la rainure. Pour le gazoduc anti-soufre, le joint de soudure est généralement en forme de V, l'angle de la rainure est de 600±2,50, le bord émoussé est compris entre 0 et 0,5 mm, et l'écart de la rainure est compris entre 3,0 et 4,5 mm.
- Assemblage et positionnement des soudures. L'assemblage des tuyaux et le soudage de positionnement sont essentiels pour garantir la qualité du soudage vers le bas et la bonne formation des joints de tuyaux vers l'arrière. La soudure de positionnement fait partie de la soudure formelle, la meilleure solution étant la soudure d'un seul côté et la formation d'un double côté, afin de garantir la qualité de la soudure. La pince interne peut être utilisée pour réaliser la passe de soudage de la racine en une seule fois, puis la pince peut être retirée après le soudage de la racine. Les soudures de positionnement 6~7 sont réparties uniformément sur toute la circonférence de l'orifice de soudage avec la pince externe. La longueur de soudage cumulée ne doit pas être inférieure à 50% de la circonférence du tuyau avant le retrait de la pince externe.
- Lorsque l'extrémité du tuyau est raccordée à la tête, le collier externe est utilisé pour l'assemblage ; ce dernier doit enlever les marques de coupe sur la surface de la rainure. L'écart vertical entre la surface découpée et l'axe du tuyau doit être inférieur à 1,5 mm. La taille de la rainure est indiquée dans la figure ci-dessous.
- Lorsque deux tuyaux sont soudés avec la même épaisseur de paroi, la quantité d'arêtes décalées doit répondre aux exigences. Lors du raccordement de tuyaux ayant des épaisseurs de paroi différentes et le même diamètre extérieur, la quantité de mauvais côté de l'interface ne doit pas dépasser 10% de l'épaisseur de la paroi mince et ne doit pas être supérieure à 1 mm ; la différence d'épaisseur de paroi est inférieure à 1 mm et peut être soudée directement ; la différence d'épaisseur de paroi doit être inférieure ou égale à 30% de l'épaisseur de la paroi mince, et le traitement de l'extrémité du tuyau à paroi épaisse doit garantir que le décalage des bords de l'interface ne dépasse pas 10% de l'épaisseur de la paroi mince. Le joint de soudure de deux tuyaux doit être décalé de plus de 100 mm, et le rayon de courbure de la pose élastique des tuyaux doit être supérieur à 1000D.
- Le principe est le soudage multicouche en couche mince, les impuretés telles que le laitier et les éclaboussures doivent être éliminées entre les couches, et une inspection stricte de l'apparence doit être effectuée. Les points d'amorçage et de fermeture de l'arc de chaque couche de soudure sont décalés de 20 à 30 mm, et les points d'amorçage et de fermeture de l'arc de la soudure à la racine doivent assurer la pénétration, le métal déposé de manière irrégulière dans la passe de soudure doit être poli après la soudure à la racine afin d'éviter l'inclusion de laitier. Le soudage à chaud doit être effectué dès que possible après le soudage à la racine. L'intervalle entre le soudage à la racine et le soudage à chaud ne doit pas dépasser 5 minutes.
- Le laitier de soudage et les éclaboussures à la surface de la soudure doivent être enlevés à temps après le soudage et la qualité de la surface doit être soigneusement vérifiée. La surface ne doit pas présenter de fissures, de non-fusion, de porosité, d'inclusion de scories ou d'autres défauts.
- Essais non destructifs.100% Un contrôle par rayons X et ultrasons doit être effectué pour l'ensemble du processus de soudage après le soudage. Une fois le test qualifié, le traitement thermique post-soudage peut être effectué. Après le traitement thermique, un test ultrasonique d'échantillonnage 10% doit être effectué sur le joint de soudure. Si des fissures ou d'autres phénomènes sont détectés dans la soudure lors de l'inspection, une seule réparation est autorisée pour cette pièce.
Paramètres de soudage
| Cordon de soudure | Processus | Matériel de soudage | Diamètre | Polarité | direction de soudage | courant de soudage, A | Tension d'arc, V | Vitesse d'alimentation, in/mm | Vitesse de soudage, cm/min |
| Soudage des racines | GMAW | E80C-Ni | 1,2 mm | Annulé | Vers le bas | 140-180 | 14-18 | 150-180 | 18-35 |
| Soudage à chaud | FCAW-S | E818T-Ni2J
E818T-G E551T8-K2 |
2,0 mm | Reçu | Vers le bas | 160-260 | 18-24 | 80-100 | 18-30 |
| Soudage d'apport | FCAW-S | E818T-Ni2J
E818T-G E551T8-K2 |
2,0 mm | Reçu | Vers le bas | 170-280 | 18-24 | 80-120 | 16-28 |
| Soudure de couverture | FCAW-S | E818T-Ni2J
E818T-G E551T8-K2 |
2,0 mm | Reçu | Vers le bas | 160-240 | 18-24 | 80-100 | 16-24 |
La qualification de la procédure de soudage, la procédure de soudage, l'essai et l'inspection, ainsi que les paramètres de la procédure de soudage doivent être déterminés avant l'utilisation du soudage en aval.
- Joints soudés : Les joints soudés sont susceptibles de présenter des défauts lors du soudage de tuyaux. Le laitier doit être retiré du cratère de l'arc, l'arc doit être allumé au sommet du cratère, le cratère de l'arc doit être légèrement arrêté et doucement balancé jusqu'à ce qu'il soit rempli, puis le soudage doit être effectué à la vitesse de soudage normale.
- Vitesse de soudage : la vitesse de soudage doit être déterminée en fonction du diamètre et de l'épaisseur de la paroi du tuyau. Si la vitesse de soudage est faible, le bain de fusion s'écoulera vers le bas, et des porosités et des inclusions de scories se produiront. Un soudage trop rapide entraînera le remplissage de la passe de soudure.
- Soudage par cordon de remplissage : lors du soudage par cordon de remplissage, la méthode de dressage par dévidage du fil est généralement utilisée. Les tubes à forte épaisseur de paroi peuvent être soudés en rangée pour remplir une rainure plus large. Le transport direct du fil est facile à mettre en œuvre et permet d'obtenir une bonne qualité de soudage et de bonnes propriétés mécaniques. Il est également possible de fusionner les bords du cordon de soudure avec un léger décalage lors de l'alimentation du fil.
- Soudage par cordon de recouvrement : lors du soudage par cordon de recouvrement, le joint de soudure doit être décalé par rapport au joint de soudure d'apport. Avant le soudage de couverture, la hauteur du cordon de soudure de remplissage par rapport à la surface du tuyau doit être inférieure à 1,5 mm.
