Doğal gaz iletim boru hattı, doğal gazı (petrol sahası ile ilişkili gaz dahil) işletme sahasından veya arıtma tesisinden şehir gaz dağıtım merkezine veya kullanıcılara taşıyan boru hattını ifade eder. Bu makalede, tasarım basıncı 6.3Mpa, dış çapı 508 × 11.1mm olan API 5L X60 LSAW çelik boru ve toplam uzunluğu 10 km olan bir gaz boru hattı taşıma projesinin kaynak işlemi tanıtılmaktadır. Kaynak işlemi esas olarak yarı otomatik kaynaktır ve bazı kısımlarda manuel ark kaynağı aşağı doğru kaynak kullanılır. Malzeme seçimi, kaynak sırası ve oluk şekillerini içeren makale, gaz taşıma boru hattının kaynağı için kaynak kontrolünü incelemektedir.
Kaynak Malzemesi
Projenin tasarım gereksinimlerine göre: Manuel ark kaynağı için AWS E6010 selüloz elektrot, doldurma için AWS E8010 elektrot ve kapatma için AWS E8018G düşük hidrojen elektrot kullanılır. Yarı otomatik kaynak için AWS E6010 kaynak çubuğu ve doldurma ve kapatma için E71T8-NI1 veya E71T8-K6 özlü tel kullanılır. Seçilen elektrot AWS A5.1 ve A5.5'e ve tel AWS A5.29'a uygun olmalıdır.
Kaynak Ekipmanları
Kaynak malzemesi gerekliliklerine ve inşaat koşullarına uygun olarak DC ark kaynak makinesi veya yarı otomatik kaynak makinesi kullanılacaktır.
Kaynak Prosedürleri
Bu makalede, doğal gaz boru hattının arka conta kaynağının aşağı doğru kaynak işlemi tanıtılmaktadır. Taban kaynağının tüm katmanları manuel aşağı doğru kaynakla tamamlanır ve ısı kaynağı, dolgu kaynağı ve kapak kaynağı için gaz korumalı kaynak kullanılır. Aşağı doğru kaynak işlemi boru montajı → pigging taşlama → grup eşleştirme → kaynak içerir.
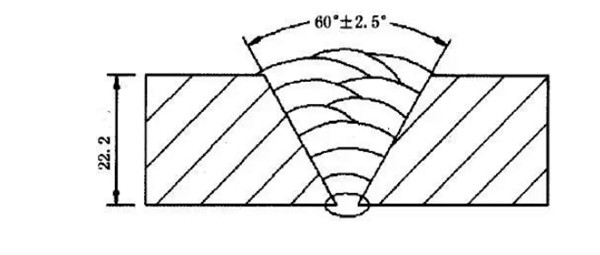
- Kaynak öncesi hazırlık. Boruyu kaynaklamadan önce, borudaki kirleri ve oluğun her iki ucundaki yüzeylerdeki yağ lekelerini, pası ve diğer kirleri temizleyin ve metalik parlaklığı ortaya çıkarmak ve oluğu korumak için boru ağzının her iki tarafında 10 mm aralığında parlatın. Kükürt önleyici doğal gaz boru hattı için, kaynak bağlantısı genellikle V şeklinde ayarlanır, oluğun açısı 600 ± 2.50, kör kenar 0 ila 0.5 mm arasındadır ve oluk boşluğu 3.0 ila 4.5 mm arasındadır.
- Montaj ve konumlandırma kaynağı. Boru montajı ve konumlandırma kaynağı, aşağı kaynak kalitesini ve boru ekleminin iyi oluşumunu sağlamanın anahtarıdır. Pozisyon kaynağı resmi kaynağın bir parçasıdır, en iyisi tek taraflı kaynak çift taraflı şekillendirme ve kaynak kalitesini sağlamaktır. İç kelepçe, kök kaynak geçişini bir seferde tamamlamak için kullanılabilir ve ardından kelepçe kök kaynağından sonra çıkarılabilir. 6~7 konumlandırma kaynağı, dış kelepçe ile kaynak portunun tüm çevresine eşit olarak dağıtılır. Biriken kaynak uzunluğu, dış kelepçeyi çıkarmadan önce borunun çevresinin 50%'sinden az olmamalıdır.
- Borunun ucu kafaya bağlandığında, montaj için harici kelepçe kullanılır; İkincisi, oluğun yüzeyindeki kesme izlerini kaldırmalıdır. Kesilen yüzey ile borunun merkez hattı arasındaki dikey sapma 1,5 mm'den az olmalıdır. Yivin boyutu aşağıdaki şekilde gösterilmiştir.
- Aynı et kalınlığına sahip iki boru kaynaklandığında, kademeli kenarların miktarı gereksinimleri karşılamalıdır. Farklı et kalınlıklarına ve aynı dış çapa sahip borularla bağlantı yapılırken, arayüz yanlış taraf miktarı ince et kalınlığının 10%'sini geçmemeli ve 1 mm'den büyük olmamalıdır; Et kalınlığı farkı 1 mm'den az ise doğrudan kaynak yapılabilir; Et kalınlığı farkı ince et kalınlığının 30%'sine eşit veya daha az olmalıdır ve kalın etli borunun boru ucunun işlenmesi, arayüz kenarı uyumsuzluğunun ince et kalınlığının 10%'sini geçmemesini sağlamalıdır. İki borunun birleşme kaynağı 100 mm'den fazla kademelendirilmeli ve boruların elastik döşenmesinin eğrilik yarıçapı 1000D'den büyük olmalıdır.
- Prensip ince katmanlı çok pasolu kaynaktır, cüruf ve sıçrama gibi kirlilikler katmanlar arasında giderilmeli ve sıkı görünüm denetimi yapılmalıdır. Her bir kaynak pasosu katmanının ark başlangıç veya ark kapanma noktaları 20 ~ 30 mm ile kademelendirilir ve kök kaynağının ark başlangıç ve ark kapanma noktaları penetrasyonu sağlamalıdır, kaynak pasosunda düzensiz biriken metal, cüruf katılımını önlemek için kök kaynağından sonra parlatılmalıdır. Sıcak paso kaynağı, kök paso kaynağından sonra mümkün olan en kısa sürede yapılmalıdır. Kök paso ve sıcak paso kaynağı arasındaki süre 5 dakikayı geçmemelidir.
- Kaynak yüzeyindeki kaynak cürufu ve sıçraması kaynaktan sonra zamanında temizlenmeli ve yüzey kalitesi dikkatlice kontrol edilmelidir. Yüzeyde çatlak, füzyonsuzluk, gözeneklilik, cüruf katılması ve diğer kusurlar olmamalıdır.
- Tahribatsız test.100% Kaynak sonrası tüm kaynak işlemi için X-ışını ve ultrasonik muayene yapılmalıdır. Test kalifiye olduktan sonra, kaynak sonrası ısıl işlem gerçekleştirilebilir. Isıl işlemden sonra, kaynak bağlantısı üzerinde 10% örnekleme ultrasonik testi yapılmalıdır. Muayene sırasında kaynakta çatlaklar ve diğer olaylar bulunursa, bu parça için yalnızca bir onarıma izin verilir.
Kaynak Parametreleri
| Kaynak boncuğu | Süreç | Kaynak malzemesi | Çap | Polarite | kaynak yönü | kaynak akımı, A | Ark gerilimi, V | Besleme hızı, inç/mm | Kaynak hızı, cm/dak |
| Kök kaynağı | GMAW | E80C-Ni | 1.2mm | Tersine çevrildi | Aşağı doğru | 140-180 | 14-18 | 150-180 | 18-35 |
| Sıcak bağ kaynağı | FCAW-S | E818T-Ni2J
E818T-G E551T8-K2 |
2.0mm | Alındı | Aşağı doğru | 160-260 | 18-24 | 80-100 | 18-30 |
| Dolgu kaynağı | FCAW-S | E818T-Ni2J
E818T-G E551T8-K2 |
2.0mm | Alındı | Aşağı doğru | 170-280 | 18-24 | 80-120 | 16-28 |
| Kapak kaynağı | FCAW-S | E818T-Ni2J
E818T-G E551T8-K2 |
2.0mm | Alındı | Aşağı doğru | 160-240 | 18-24 | 80-100 | 16-24 |
Kaynak prosedürü kalifikasyonu, kaynak prosedürü, test ve muayene ve kaynak prosedürü parametreleri aşağı doğru kaynak kullanılmadan önce belirlenmelidir.
- Kaynaklı bağlantılar: Kaynaklı bağlantılar boru kaynağında hatalara eğilimlidir. Cüruf ark kraterinden çıkarılmalı, ark kraterin üstünde tutuşturulmalı, ark krateri hafifçe durdurulmalı ve dolana kadar hafifçe sallanmalı ve ardından normal kaynak hızında kaynak yapılmalıdır.
- Kaynak hızı: Kaynak hızı borunun çapına ve et kalınlığına göre belirlenmelidir. Kaynak hızı küçükse, erimiş havuz aşağı doğru akacak ve gözeneklilik ve cüruf eklenmesi üretilecektir. Çok hızlı kaynak, kaynak pasosunun dolmasına neden olacaktır.
- Dolgu boncuk kaynağı: Dolgu boncuk kaynağı yapılırken genellikle tel besleme yöntemi kullanılır. Büyük et kalınlığına sahip borular, daha geniş bir oluğu doldurmak için sıralı kaynak yapılabilir. Doğrudan tel taşımanın kullanımı kolaydır ve iyi kaynak kalitesi ve mekanik özellikler elde edilebilir. Teli beslerken hafif bir kıpırdatma ile kaynak kordon kenarlarını kaynaştırmak da mümkündür.
- Örtme kaynağı: Örtme kaynağında, kaynak bağlantısı dolgu kaynağı bağlantısı ile kademeli olmalıdır. Kapak kaynağından önce, dolgu kaynağı boncuğunun boru yüzeyine olan yüksekliği 1,5 mm'den az olmalıdır.
