Drut spawalniczy rdzeniowy VS Drut spawalniczy lity
Drut spawalniczy można podzielić na drut rdzeniowy stały i drut rdzeniowy topnikowy według jego struktury. Większość drutu rdzeniowego jest wykonana z drutu stalowego ciągnionego na zimno, głównie obejmuje drut do spawania łukiem krytym (drut spawalniczy ze stali węglowej, drut spawalniczy ze stali niskostopowej, drut ze stali nierdzewnej), drut do spawania łukowego w osłonie gazu( drut spawalniczy TIG, drut spawalniczy MIG i MAG, drut spawalniczy CO2), drut spawalniczy elektro-żużlowy, drut spawalniczy do spawania powierzchniowego, drut miedziany, drut spawalniczy niklu, drut spawalniczy aluminium, drut żelazny itp. Drut z rdzeniem topnikowym to powlekający solidny metalowy drut wykonany z proszku topnika owiniętego w zewnętrzną warstwę, to głównie proszek żelaza, TiO2, SiO2, BaF2, Fe-Mn, Fe-Si, Al, Mg, itp, odgrywając szereg korzystnych części w procesie spawania, takich jak ochrona kropli i basenu przed utlenianiem, azotowanie, wspomaganie formowania spoiny, stabilizacja łuku, odtlenianie, odsiarczanie i stopowanie. Dziś tutaj przeanalizujemy ich główne różnice w tym artykule:

Szybkość osadzania
Szybkość nakładania odnosi się do ilości metalu osadzonego na spoinie w jednostce czasu w procesie spawania. Druty rdzeniowe topliwe topią się szybciej niż elektrody lite, ponieważ pozwalają na zastosowanie większego prądu spawania (patrz poniżej). W porównaniu z litym drutem rdzeniowym, ponieważ jego prąd jest skoncentrowany na zewnętrznej powierzchni stali, oferując dużą gęstość prądu i większy opór ciepła generowanego; Ponadto, drut z rdzeniem topnikowym ma mały rozprysk, a jego stopiony metal może być bardziej wydajny do basenu.
| Rodzaje drutu spawalniczego | Średnica drutu spawalniczego /mm | Najlepszy zakres prądu spawania/A | Dopuszczalny zakres prądu spawania/A |
| Drut spawalniczy pełny | 0.6 | 40~90 | 30~180 |
| 0.8 | 50~120 | 40~200 | |
| 0.9 | 60~150 | 50~250 | |
| 1.0 | 70~180 | 60~300 | |
| 1.2 | 80~350 | 70~400 | |
| 1.6 | 300~500 | 150~600 | |
| Druty spawalnicze z rdzeniem topnikowym | 1.2 | 80~300 | 70~350 |
| 1.6 | 200~450 | 150~500 | |
| 2.4 | 150~350 | 120~400 | |
| 3.2 | 200~500 | 150~600 |
Wydajność spawania
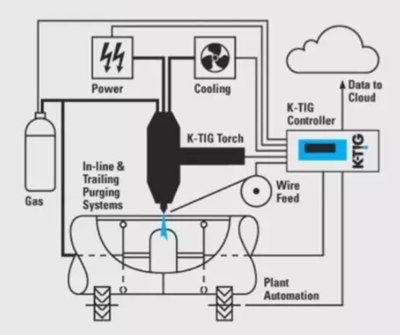
Drut z rdzeniem topnikowym może być stale zautomatyzowana i półautomatyczna produkcja, co znacznie oszczędza czas zmiany elektrody, uruchamiania łuku i zamykania łuku oraz innych procesów pomocniczych. W porównaniu z drutem stałym, drut rdzeniowy topnikowy spawania rozprysków mniej, formowanie spoiny, zmniejszenie czasu czyszczenia rozprysków i naprawy powierzchni spoiny, nie łatwo zatkać dyszę, która jest bardziej odpowiednia do spawania robotów w porównaniu z drutem rdzeniowym CO2.
Koszt
W porównaniu z elektrodami ręcznymi i drut pełnyDrut rdzeniowy z topnikiem jest drogi. Jednak drut z rdzeniem topnikowym może znacznie skrócić cykl produkcyjny i zagwarantować jakość spoiny, z kompleksową gospodarką kosztów, która jest znacznie niższa niż spawanie łukowe elektrodą, a mniej więcej taka sama jak drut z rdzeniem stałym CO2.
Użyj
Drut z rdzeniem topnikowym jest głównie stosowany do spawania płaskiego i spawania pachwinowego w maszynach budowlanych, ciężkich maszynach, ramie stalowej, moście itp. Stały drut spawalniczy jest szeroko stosowany jako metal wypełniający lub przewodzący materiał spawalniczy drutu metalowego. Jest stosowany jako metal wypełniający w spawaniu gazowym i spawaniu łukowym w osłonie gazu wolframowego. Jest to zarówno metal wypełniający, jak i elektroda przewodząca w spawaniu łukiem krytym, spawaniu elektrożużlowym i innym spawaniu łukowym w osłonie gazów topnikowych.
Odporność na wilgoć
ISO 3834-2:2005 Wymagania jakościowe dotyczące spawania termicznego materiałów metalicznych stwierdza: "Producent powinien ustanowić i wdrożyć procedury przechowywania, magazynowania, identyfikacji i użytkowania materiałów spawanych w celu uniknięcia wilgoci, utleniania i uszkodzenia, zgodnie z zaleceniami dostawcy".
Drut z rdzeniem topnikowym ma ciągłą szczelinę po stronie jego warstwy stalowej ze względu na ograniczenia formy produkcyjnej, nie może być wystawiony na działanie powietrza przez zbyt długi czas po otwarciu opakowania, aby zapobiec nadmiernej absorpcji wilgoci i wpłynąć na jakość spawania. W przypadku drutu z rdzeniem topnikowym i innych materiałów spawalniczych z warstwą proszkową producenci mogą zazwyczaj określić podstawowe wymagania dotyczące suszenia, przechowywania i suszenia. Nie ma wymagań dotyczących przechowywania litego drutu rdzeniowego, generalnie nie trzeba go suszyć przed użyciem, ale to nie znaczy, że stały drut rdzeniowy nie ma wymagań, skonsultuj się z drut spawalniczy producent w celu uzyskania szczegółowych informacji.