El gas de protección es uno de los parámetros clave en el proceso de soldadura TIG. Sabemos que el gas de protección es principalmente Ar y CO2 utilizados en la soldadura TIG, en muchas aplicaciones, se puede añadir O2, H₂, He o N₂ para mejorar la calidad de la soldadura. Además del argón, el helio o una mezcla de argón y helio pueden utilizarse como gases de protección para la soldadura TIG. Hoy presentaremos las prestaciones de soldadura de este medio gaseoso.
Helio (He)
La soldadura por arco puede soldar casi cualquier material metálico.
1) Tiene un alto potencial de ionización, lo que dificulta la iniciación del arco y tiene un pobre rendimiento de iniciación del arco durante la soldadura.
2) La conductividad térmica del helio es casi 8,8 veces la del argón, por lo que se pierde más calor hacia el exterior de la columna del arco. En las mismas condiciones de corriente de soldadura y longitud de arco, la tensión del arco de helio es mucho mayor que la del arco de argón, por lo que el arco tiene mayor potencia y se transfiere más calor a la pieza. Al mismo tiempo, el gas helio tiene un buen efecto refrigerante, y la alta densidad de energía, la columna de arco es delgada y concentrada, haciendo que la pieza de trabajo tenga una gran profundidad de fusión.
3) La densidad del He es pequeña, sólo 0,14 veces la del aire y 0,1 veces la del argón. Por lo tanto, es necesario proteger eficazmente la zona de soldadura porque su flujo es mucho mayor que el del argón.
4) El helio es más caro que el argón, menos corrosivo, y se utiliza sobre todo en algunas situaciones especiales, como la soldadura de barras de refrigeración de reactores nucleares o de placas gruesas de aleación de aluminio.
Mezcla de gases
Sobre la base del gas monocomponente, la adición de una pequeña cantidad de algún gas en una determinada proporción puede cambiar la forma y la energía del arco, mejorar la conformación y las propiedades mecánicas de la soldadura, aumentar la eficacia de la soldadura y reducir las salpicaduras. Las mezclas más utilizadas hoy en día son:
1) Ar + He
La proporción de estos gases inertes es Ar+ (50%-70%) He. Se caracteriza por una combustión estable del arco, mayor temperatura del arco, más calor obtenido por las piezas soldadas y profundidad de penetración, casi el doble que la soldadura por arco con argón.
2) Ar + H₂
Generalmente, se añade alrededor de 5% de H₂. El hidrógeno tiene una gran conductividad térmica y reducibilidad, lo que puede aumentar la temperatura del arco y mejorar el calor de entrada de la pieza. Los poros de CO en las soldaduras pueden eliminarse e inhibirse al soldar níquel y sus aleaciones.
Características de los gases de protección más utilizados
,
https://www.weldermetals.com/wp-content/uploads/2020/11/61.png350500METALES DE SOLDADURAhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgMETALES DE SOLDADURA2020-11-07 13:39:002022-05-02 14:30:11Gas de protección para soldadura TIG
El grado de acero inoxidable TP310HCbN, también denominado acero HR3C, tiene una resistencia mucho mayor que los aceros inoxidables 310 convencionales que utilizan M23C6 y NbCrN finamente dispersos. La composición química 25Cr-20Ni ofrece una resistencia a la oxidación por vapor mucho mejor que los aceros inoxidables austeníticos 18Cr-8Ni. El acero austenítico resistente al calor TP310HCbN se utiliza ampliamente en sistemas de sobrecalentadores y recalentadores con temperaturas de funcionamiento superiores a 620℃ en unidades de calderas de energía térmica ultra-supercríticas. Estas duras condiciones requieren que el acero y su soldadura tengan suficiente resistencia a altas temperaturas, resistencia a la fluencia, resistencia a la corrosión y resistencia a la oxidación por vapor. En algunos casos, en el proceso de construcción suelen aparecer la sensibilidad a las grietas térmicas de la soldadura, la sensibilidad a las grietas por corrosión bajo tensión de la unión y la tendencia a la fragilización por envejecimiento de la unión. Mucha práctica demuestra que el níquel Materiales de soldadura de austenita se han utilizado ampliamente en ingeniería para soldar TP310HCbN.
Soldabilidad del acero 310HCbN(HR3C)
En cuanto a la composición química (véase la tabla siguiente), el acero HR3C se forma limitando el contenido de C y añadiendo 0,20% ~ 0,60% de carbonitruración fuerte para formar Nb y 0,15% ~ 0,35% de N. El acero 25Cr-20Ni se refuerza mediante la precipitación del compuesto intermetálico NbCrN y el carbono Nb, el compuesto de nitrógeno y los carburos M23C6. Las propiedades mecánicas del acero a temperatura ambiente,la resistencia a la tracción y el límite elástico son de 750 MPa y 373 MPa respectivamente, y el alargamiento tras fractura es de 45%.
Según los resultados de las pruebas, cuando se utiliza hilo erNICR-3, la unión soldada suele romperse en el metal de soldadura; Las uniones soldadas de Ernicrcomo-1 y ErnicRMO-3 suelen romperse en el metal de base. Por lo tanto, se recomiendan los materiales de soldadura ERNICRMO-3 y ERNICRcomo-1.
Grados
C
Cr
Ni
Nb
N
Si
Mn
P
S
Acero base HR3C
≤0.1
12.0-27.0
17.0-23.0
0.2-0.6
0.15-0.35
≤1.5
≤2.00
≤0.03
≤0.03
ERNiCr-3
0.016
20.65
73.2
2.6
/
0.09
3.2
0.001
0.001
ERNiCrMo-3
0.01
21.8
64.8
/
/
0.06
0.02
0.006
0.006
ERNiCrCoMo-1
0.08
22
55
/
/
0.1
0.1
0.002
0.002
Química del acero HR3C y su material de soldadura
En el rendimiento a alta temperatura, como resultado del proceso de envejecimiento a largo plazo entre el metal diminuto NbCrN tasa de crecimiento muy lento y M23C6 precipitados de dispersión de fase (tienen buena estabilidad organizativa), que tienen un buen efecto de refuerzo, y aparecen sigma perjudicial y Cr2N probabilidad de fase es pequeña, por lo que el acero HR3C tiene alta resistencia a la rotura por fluencia a alta temperatura y alta tensión permisible. Al mismo tiempo, el elemento Cr es fácil de combinar con el oxígeno en la superficie del material para formar una superficie de óxido Cr2O3, que impide la oxidación continua del acero, por lo que el acero tiene mejor resistencia a la corrosión por vapor a alta temperatura y resistencia a la corrosión por gases de combustión. Es adecuado para los tubos de los extremos del sobrecalentador y del recalentador de calderas ultra-supercríticas con parámetros de vapor de 621℃ y 31MPa. El estado de suministro del acero es tratamiento en solución (1200℃ durante 30min), la microestructura es matriz de Austenita + fina distribución de dispersión de fase precipitada (M23C6, NbCrN, etc.). Sin embargo, esto no significa que se consiga un rendimiento satisfactorio de la unión en todos los casos. La investigación muestra que los principales problemas de soldabilidad del acero son:
1. Sensibilidad a la grieta caliente.
La microestructura de la austenita pura tiene una gran tendencia a formar grietas calientes de soldadura, que incluyen grietas de cristalización en el metal de soldadura, grietas de licuefacción a alta temperatura en la zona afectada por el calor de la zona afectada por el calor de soldadura (HZZ) o en la zona afectada por el calor de la pasada anterior en la pasada posterior de la soldadura multicapa, y grietas frágiles a alta temperatura formadas en la HZZ bajo tensión debido a una plasticidad insuficiente. Esto depende del contenido de impurezas del metal base y de la composición del metal de aportación, especialmente azufre y fósforo. Aunque la tendencia de la grieta en caliente de la soldadura no es grande debido al bajo contenido de impurezas de azufre y fósforo en la soldadura y el metal base, la grieta de cristalización es especialmente fácil que se produzca en la parte del arco y la fosa del arco de la soldadura.
2. Sensibilidad de las juntas a las grietas por corrosión bajo tensión.
Accidentes de daños causados por la corrosión bajo tensión se escuchan a menudo para las centrales eléctricas de carbón. El rango de temperatura del acero austenítico Cr-Ni más propenso a la corrosión bajo tensión es de 50 ~ 300℃, después de la soldadura de la junta a la operación de calentamiento de la caldera durante el período de tiempo, la junta soldada es propensa a las grietas de corrosión bajo tensión. Los resultados muestran que el comportamiento de corrosión bajo tensión de las juntas soldadas de acero HR3C aumenta significativamente en solución de NaCl, lo que indica que Cl- tiene una gran influencia en la sensibilidad a la corrosión bajo tensión de las juntas.
3. 3. Tendencia a la fragilización por envejecimiento de las juntas.
Los componentes del recalentador y el sobrecalentador de calderas fabricados con acero HR3C pueden funcionar a temperaturas de hasta 650℃ o superiores, justo dentro de la zona de temperatura de precipitación de las fases intermetálicas austeníticas, como las fases σ. Una pequeña cantidad de fase σ en la unión provocará una fuerte disminución de la resistencia a la fractura por fluencia y de la plasticidad y acelerará el fallo prematuro de los componentes clave.
En resumen, los principales problemas de soldabilidad del acero 310HCbN son la sensibilidad a la fisuración por calor de las uniones soldadas y la sensibilidad a la fisuración por corrosión bajo tensión de las uniones soldadas. Al mismo tiempo, no debe ignorarse la tendencia a la fragilización por envejecimiento de la unión. La selección de materiales de soldadura adecuados y de alta calidad y la optimización del proceso de soldadura son medios técnicos importantes para controlar y mejorar la soldabilidad del acero. Su soldabilidad es equivalente a la del TP347H, y se dispone de consumibles de soldadura adecuados.
Caso de ingeniería de soldadura de acero 310HCbN
Ejemplo 1
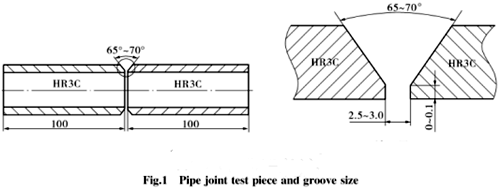
Hay 198 uniones soldadas de acero 310HCbN en el sobrecalentador de primera etapa y el sobrecalentador de segunda etapa de una caldera de unidad de energía térmica ultra-supercrítica de 1000MW, de las cuales 66 son el sobrecalentador de primera etapa con la especificación de φ48mm×9,5mm y 132 son el sobrecalentador de segunda etapa con la especificación de φ 60mm × 4,2mm. La junta de la tubería es una junta a tope con ranura de 65°V, como se muestra en la figura. Utilizando φ 2,4mm ERCrNI-3 alambre a base de níquel, temperatura estricta entre capas y parámetros del proceso de soldadura. La junta de soldadura superó con éxito la inspección de aspecto y la inspección de rayos, y la calidad de la soldadura obtuvo la calificación 100%.
Ejemplo 2
El acero SA213-TP310HCbN se suelda con alambre de base de níquel ErNiCrCoMo-1. En el proyecto de instalación del horno nº 3 de una unidad ultrasupercrítica de 2×660 MW, la sección de transición de salida del recalentador final y del sobrecalentador final se fabricaron con acero HR3C, y las especificaciones fueron 47,6 mm × 9 mm, 41,3 mm × 8 mm, 52,2 mm × 5 mm, 63,5 mm × 7,3 mm. La junta del tubo es una junta a tope con una ranura en forma de V de 60° a 70° (un total de 1546 juntas de soldadura, posiciones de soldadura horizontales). No sólo garantiza el efecto de protección del relleno de argón en la raíz de la soldadura, evita el fenómeno de oxidación en la raíz, sino que también elimina el defecto cóncavo de las uniones soldadas de la junta de raíz, y garantiza su buena formación. La junta fue probada por 100%RT, y la tasa de primer pase alcanzó 98,6%.
Ejemplo 3
Se probaron las uniones soldadas de alambre Thermanit 617 y YTHR3C para comprobar la resistencia a alta temperatura y a corto plazo del acero HR3C. El material de soldadura YT-HR3C es producido por Nippon Steel Sumitomo Welding Industry Co., LTD. que es caro y necesita ser importado. Dos tipos de probetas de juntas de soldadura (YTHR3C y Thermanit 617) se sometieron a pruebas de resistencia a corto plazo a alta temperatura (550℃, 600℃, 625℃, 650℃). Los resultados muestran que la resistencia a corto plazo de la unión soldada con la aleación base de níquel Thermanit 617 es superior a la de YT-HR3C, y la fractura por tracción de la primera probeta se localiza en la región del metal base, mientras que la de la segunda en la soldadura.
https://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpg00METALES DE SOLDADURAhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgMETALES DE SOLDADURA2020-08-01 03:11:002022-05-02 14:30:12¿Cómo soldar el acero TP310HCbN(HR3C)?
https://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpg00METALES DE SOLDADURAhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgMETALES DE SOLDADURA2020-02-19 22:49:522022-05-02 14:30:12¿Qué es el alambre de soldadura sin revestimiento de cobre?