Koruyucu gaz, TIG kaynak işlemindeki anahtar parametrelerden biridir. Koruyucu gazın esas olarak TIG kaynağında kullanılan Ar ve CO2 olduğunu biliyoruz, birçok uygulamada kaynak kalitesini artırmak için O2, H₂, He veya N₂ eklenebilir. Argona ek olarak, helyum veya argon ve helyum karışımı TIG kaynağı için koruyucu gaz olarak kullanılabilir. Bugün bu gaz ortamının kaynak performanslarını tanıtacağız.
Helyum (He)
Ark kaynağı neredeyse tüm metal malzemelere kaynak yapabilir.
1) Yüksek iyonlaşma potansiyeline sahiptir, bu da ark başlatmayı zorlaştırır ve kaynak sırasında zayıf ark başlatma performansına sahiptir.
2) Helyumun termal iletkenliği argonun neredeyse 8,8 katıdır, bu nedenle ark kolonundan dışarıya doğru daha fazla ısı kaybedilir. Aynı kaynak akımı ve ark uzunluğu koşulları altında, helyum arkının voltajı argon arkından çok daha yüksektir, böylece ark daha fazla güce sahip olur ve iş parçasına daha fazla ısı aktarılır. Aynı zamanda, helyum gazı iyi bir soğutma etkisine sahiptir ve yüksek enerji yoğunluğu, ark sütunu ince ve konsantredir, bu da iş parçasının büyük bir füzyon derinliğine sahip olmasını sağlar.
3) He'nin yoğunluğu küçüktür, havanın sadece 0,14 katı ve argonun 0,1 katıdır. Bu nedenle, kaynak alanının etkili bir şekilde korunması gerekir, çünkü akışı argondan çok daha büyüktür.
4) Helyum argondan daha pahalıdır, daha az tüketilir ve çoğunlukla nükleer reaktör soğutma çubuklarının, kalın alüminyum alaşımlı plakaların kaynağı gibi bazı özel durumlarda kullanılır.
Karışık gaz
Tek bileşenli gaz temelinde, belirli bir oranda az miktarda bazı gazların eklenmesi arkın şeklini ve enerjisini değiştirebilir, kaynağın şekillendirilmesini ve mekanik özelliklerini iyileştirebilir, kaynak verimliliğini artırabilir ve sıçramayı azaltabilir. Günümüzde yaygın olarak kullanılan karışımlar şunlardır:
1) Ar + He
Bu inert gazların oranı Ar+ (50%-70%) He'dir. Kararlı ark yanması, daha yüksek ark sıcaklığı, kaynak parçaları tarafından elde edilen daha fazla ısı ve argon ark kaynağının neredeyse iki katı olan penetrasyon derinliği ile karakterizedir.
2) Ar + H₂
Genel olarak, yaklaşık 5% H₂ eklenir. Hidrojen büyük termal iletkenliğe ve indirgenebilirliğe sahiptir, bu da ark sıcaklığını artırabilir ve iş parçasının giriş ısısını artırabilir. Nikel ve alaşımları kaynaklanırken kaynaklardaki CO gözenekleri ortadan kaldırılabilir ve engellenebilir.
Yaygın olarak kullanılan koruyucu gazların özellikleri
,
https://www.weldermetals.com/wp-content/uploads/2020/11/61.png350500KAYNAKÇI METALLERİhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgKAYNAKÇI METALLERİ2020-11-07 13:39:002022-05-02 14:30:11TIG kaynağı için koruyucu gaz
HR3Csteel olarak da adlandırılan TP310HCbN paslanmaz çelik kalitesi, ince dağılmış M23C6 ve NbCrN kullanan geleneksel 310 paslanmaz çeliklerden çok daha yüksek mukavemete sahiptir, 25Cr-20Ni kimyasal bileşimi, 18Cr-8Ni Östenitik paslanmaz çeliklerden çok daha iyi buhar oksidasyon direnci sunar. TP310HCbN Östenitik ısıya dayanıklı çelik, ultra-süperkritik termal güç kazan ünitelerinde 620°C'den yüksek çalışma sıcaklıklarına sahip kızdırıcı ve yeniden ısıtıcı sistemlerinde yaygın olarak kullanılmaktadır. Bu zorlu koşullar, çeliğin ve kaynağının yeterli yüksek sıcaklık dayanımına, sürünme dayanımına, korozyon direncine ve buhar oksidasyon direncine sahip olmasını gerektirir. Bazı durumlarda, kaynakta termal çatlak hassasiyeti, bağlantıda gerilme korozyonu çatlak hassasiyeti ve bağlantıda yaşlanma gevrekliği eğilimi genellikle inşaat sürecinde ortaya çıkar. Pek çok uygulama nikel bazlı Östenit kaynak malzemeleri TP310HCbN'yi kaynaklamak için mühendislikte yaygın olarak kullanılmaktadır.
310HCbN (HR3C) çeliğinin kaynaklanabilirliği
Kimyasal bileşim açısından (aşağıdaki tabloya bakınız), HR3C çeliği, C içeriğinin sınırlandırılması ve Nb oluşturmak için 0.20% ~ 0.60% güçlü karbonitrürleme ve 0.15% ~ 0.35% N eklenmesiyle oluşturulur. 25Cr-20Ni çeliği, Nb intermetalik bileşiği NbCrN ve Nb karbon, nitrojen bileşiği ve M23C6 karbürlerin çökeltilmesiyle güçlendirilir. Çeliğin oda sıcaklığındaki mekanik özellikleri , çekme mukavemeti ve akma mukavemeti sırasıyla 750 MPa ve 373 MPa'dır ve kırılma sonrası uzama 45%'dir.
Test sonuçlarına göre, erNICR-3 teli kullanıldığında, kaynak bağlantısı genellikle kaynak metalinde kırılır; Ernicrcomo-1 ve ErnicRMO-3'ün kaynaklı bağlantıları genellikle ana metalde kırılır. Bu nedenle ERNICRMO-3 ve ERNICRcomo-1 kaynak malzemeleri tavsiye edilir.
Notlar
C
Cr
Ni
Nb
N
Si
Mn
P
S
HR3C baz çelik
≤0.1
12.0-27.0
17.0-23.0
0.2-0.6
0.15-0.35
≤1.5
≤2.00
≤0.03
≤0.03
ERNiCr-3
0.016
20.65
73.2
2.6
/
0.09
3.2
0.001
0.001
ERNiCrMo-3
0.01
21.8
64.8
/
/
0.06
0.02
0.006
0.006
ERNiCrCoMo-1
0.08
22
55
/
/
0.1
0.1
0.002
0.002
HR3C Çelik ve kaynak malzemesi kimyası
Yüksek sıcaklık performansında, küçük metal NbCrN arasındaki uzun süreli yaşlanma sürecinin bir sonucu olarak, çok yavaş büyüme oranı ve iyi bir güçlendirme etkisine sahip olan M23C6 faz dispersiyon çökeltileri (iyi organizasyonel stabiliteye sahiptir) ve zararlı sigma ve Cr2N faz olasılığı küçüktür, bu nedenle HR3C çeliği yüksek yüksek sıcaklıkta sürünme kopma mukavemetine ve yüksek izin verilebilir gerilime sahiptir. Aynı zamanda, Cr elementinin malzeme yüzeyinde oksijenle birleşerek Cr2O3 oksit yüzeyi oluşturması kolaydır, bu da çeliğin sürekli oksidasyonunu önler, böylece çelik daha iyi yüksek sıcaklık buhar korozyon direncine ve baca gazı korozyon direncine sahiptir. Buhar parametreleri 621 ℃ ve 31MPa olan ultra süper kritik kazanların kızdırıcı ve yeniden ısıtıcı parçalarının uç boruları için uygundur. Çeliğin tedarik durumu çözelti işlemidir (30 dakika boyunca 1200 ℃), mikroyapı östenit matris + çökelmiş fazın (M23C6, NbCrN, vb.) ince dağılım dağılımıdır. Ancak bu, her durumda tatmin edici bir bağlantı performansı elde edileceği anlamına gelmez. Araştırma, çeliğin kaynaklanabilirliğinin ana sorunlarının şunlar olduğunu göstermektedir:
1. Sıcak çatlağa karşı duyarlılık.
Saf östenitin mikro yapısı, kaynak metalinde kristalleşme çatlakları, kaynak ısısından etkilenen bölgenin (HZZ) ısıdan etkilenen bölgesinde veya çok katmanlı kaynağın arka pasosundaki ön pasonun ısıdan etkilenen bölgesinde yüksek sıcaklık sıvılaşma çatlakları ve yetersiz plastisite nedeniyle stres altında HZZ'de oluşan yüksek sıcaklık kırılgan çatlakları içeren kaynak sıcak çatlakları oluşturmaya büyük bir eğilime sahiptir. Bu, ana metalin safsızlık içeriğine ve dolgu metali bileşimine, özellikle de kükürt ve fosfora bağlıdır. Kaynak ve ana metaldeki düşük sülfür ve fosfor safsızlık içeriği nedeniyle kaynak sıcak çatlağı eğilimi büyük olmasa da, kristalleşme çatlağının özellikle ark kısmında ve kaynağın ark çukurunda oluşması kolaydır.
Kömürle çalışan elektrik santrallerinde gerilme korozyonunun neden olduğu hasar kazaları sıklıkla duyulmaktadır. Cr-Ni östenitik çeliğin gerilme korozyonuna en yatkın olduğu sıcaklık aralığı 50 ~ 300 ℃'dir, eklemin kaynağından sonra kazanın ısıtma işlemine kadar geçen süre boyunca, kaynaklı eklem gerilme korozyonu çatlaklarına eğilimlidir. Sonuçlar, HR3C çelik kaynaklı bağlantıların gerilme korozyonu davranışının NaCl çözeltisinde önemli ölçüde arttığını göstermektedir, bu da Cl-'nin bağlantıların gerilme korozyonu hassasiyeti üzerinde büyük bir etkisi olduğunu göstermektedir.
3. Eklemlerin yaşlanmaya bağlı gevrekleşme eğilimi.
HR3C çeliğinden yapılan kazan kızdırıcı ve yeniden ısıtıcı bileşenleri, σ fazları gibi östenitik intermetalik fazların çökelme sıcaklığı bölgesi içinde 650 ℃ veya daha yüksek sıcaklıklarda çalışabilir. Eklemdeki az miktarda σ fazı, sürünme kırılma mukavemetinde ve plastisitede keskin bir düşüşe neden olacak ve kilit bileşenlerin erken arızalanmasını hızlandıracaktır.
Özetle, 310HCbN çeliğinin kaynaklanabilirliğinin temel sorunları, kaynaklı bağlantıların ısıl çatlak hassasiyeti ve kaynaklı bağlantıların gerilme korozyonu çatlak hassasiyetidir. Aynı zamanda, eklemin yaşlanma gevrekliği eğilimi de göz ardı edilmemelidir. Yüksek kaliteli ve uygun kaynak malzemelerinin seçilmesi ve kaynak işleminin optimize edilmesi, çeliğin kaynaklanabilirliğini kontrol etmek ve iyileştirmek için önemli teknik araçlardır. Kaynaklanabilirliği TP347H ile eşdeğerdir ve uygun kaynak sarf malzemeleri mevcuttur.
310HCbN çelik kaynağının mühendislik durumu
Örnek 1
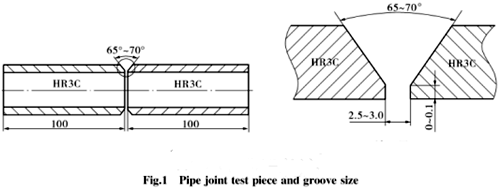
1000 MW'lık ultra süper kritik termik güç ünitesi kazanının birinci kademe kızdırıcı ve ikinci kademe kızdırıcılarında 198 adet 310HCbN çelik kaynak bağlantısı bulunmaktadır; bunların 66'sı φ48mm × 9,5mm özelliklerine sahip birinci kademe kızdırıcı ve 132'si φ 60mm × 4,2mm özelliklerine sahip ikinci kademe kızdırıcıdır. Boru bağlantısı, şekilde gösterildiği gibi 65°V yivli bir alın bağlantısıdır. φ 2,4 mm kullanarak ERCrNI-3 nikel bazlı tel, sıkı ara katman sıcaklığı ve kaynak işlemi parametreleri. Kaynak bağlantısı, görünüm denetimi ve ışın denetimini başarıyla geçti ve kaynak kalitesi 100% olarak nitelendirildi.
Örnek 2
SA213-TP310HCbN çeliği nikel bazlı tel ErNiCrCoMo-1 ile kaynaklanmıştır. 2×660 MW ultra süper kritik ünitenin 3 numaralı fırınının kurulum projesinde, son kızdırıcı ve son yeniden ısıtıcı çıkış geçiş bölümü HR3C çeliğinden yapılmıştır ve özellikleri 47,6 mm × 9 mm, 41,3 mm × 8 mm, 52,2 mm × 5 mm, 63,5 mm × 7,3 mm'dir. Boru bağlantısı, 60° ila 70° V şekilli oluklu (toplam 1546 kaynak bağlantısı, yatay kaynak pozisyonları) bir alın bağlantısıdır. Sadece kaynak kökünde argon doldurmanın koruma etkisini sağlamakla kalmaz, kökte oksidasyon fenomenini önler, aynı zamanda kök eklem kaynaklı bağlantıların içbükey kusurunu ortadan kaldırır ve iyi oluşumunu sağlar. Bağlantı 100%RT ile test edilmiş ve ilk geçiş oranı 98.6%'ye ulaşmıştır.
Örnek 3
Thermanit 617 ve YTHR3C tel kaynaklı bağlantılar, HR3C çeliğinin yüksek sıcaklık ve kısa süreli mukavemeti açısından test edilmiştir. YT-HR3C kaynak malzemesi, pahalı olan ve ithal edilmesi gereken Nippon Steel Sumitomo Welding Industry Co., LTD. tarafından üretilmektedir. İki çeşit kaynak teli (YTHR3C ve Thermanit 617) kaynak bağlantı numuneleri yüksek sıcaklıkta (550℃, 600℃, 625℃, 650℃) kısa süreli mukavemet testine tabi tutulmuştur. Sonuçlar, nikel bazlı alaşım Thermanit 617 ile kaynaklanmış bağlantının kısa süreli mukavemetinin YT-HR3C'den daha yüksek olduğunu ve ilk numunenin çekme kırılmasının ana metal bölgesinde, ikincisinin ise kaynakta olduğunu göstermektedir.
https://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpg00KAYNAKÇI METALLERİhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgKAYNAKÇI METALLERİ2020-08-01 03:11:002022-05-02 14:30:12TP310HCbN (HR3C) çeliği nasıl kaynaklanır?
https://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpg00KAYNAKÇI METALLERİhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgKAYNAKÇI METALLERİ2020-02-19 22:49:522022-05-02 14:30:12Bakır kaplı olmayan kaynak teli nedir?