Защитный газ является одним из ключевых параметров процесса сварки TIG. Мы знаем, что в качестве защитного газа при сварке TIG используются в основном Ar и CO2, во многих случаях для улучшения качества сварки можно добавить O2, H₂, He или N₂. Помимо аргона, в качестве защитных газов для TIG-сварки можно использовать гелий или смесь аргона и гелия. Сегодня мы расскажем о сварочных характеристиках этой газовой среды.
Гелий (He)
Дуговая сварка может сварить практически любой металлический материал.
1) Он имеет высокий потенциал ионизации, что затрудняет инициирование дуги и имеет плохие показатели инициирования дуги во время сварки.
2) Теплопроводность гелия почти в 8,8 раз выше, чем у аргона, поэтому больше тепла теряется наружу от столба дуги. При одинаковых условиях сварочного тока и длины дуги напряжение гелиевой дуги намного выше, чем аргоновой, поэтому дуга имеет большую мощность и больше тепла передается заготовке. В то же время, гелиевый газ обладает хорошим охлаждающим эффектом, а высокая плотность энергии делает столб дуги тонким и концентрированным, благодаря чему деталь имеет большую глубину проплавления.
3) Плотность He мала, всего в 0,14 раза больше плотности воздуха и в 0,1 раза больше плотности аргона. Поэтому область сварки должна быть эффективно защищена, так как его поток намного больше, чем у аргона.
4) Гелий дороже аргона, менее кусачий, и используется в основном в некоторых особых ситуациях, таких как сварка охлаждающих стержней ядерных реакторов, толстых пластин из алюминиевых сплавов.
Смешанный газ
На основе однокомпонентного газа добавление небольшого количества какого-либо газа в определенной пропорции может изменить форму и энергию дуги, улучшить формирование и механические свойства сварного шва, повысить эффективность сварки и уменьшить разбрызгивание. Обычно используемые сегодня смеси включают:
1) Ar + He
Соотношение этих инертных газов составляет Ar+ (50%-70%) He. Она характеризуется стабильным горением дуги, более высокой температурой дуги, большим количеством тепла, получаемого свариваемыми деталями, и глубиной проплавления, почти в два раза превышающей глубину проплавления при аргонодуговой сварке.
2) Ar + H₂
Обычно добавляется около 5% H₂. Водород обладает большой теплопроводностью и восстанавливаемостью, что может повысить температуру дуги и усилить вводимое тепло заготовки. Поры CO в сварных швах могут быть устранены и подавлены при сварке никеля и его сплавов.
https://www.weldermetals.com/wp-content/uploads/2020/11/61.png350500СВАРОЧНЫЕ МЕТАЛЛЫhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgСВАРОЧНЫЕ МЕТАЛЛЫ2020-11-07 13:39:002022-05-02 14:30:11Защитный газ для сварки TIG
Нержавеющая сталь марки TP310HCbN, также называемая HR3Csteel, имеет гораздо более высокую прочность, чем обычная нержавеющая сталь 310, в которой используются мелкодисперсные M23C6 и NbCrN, химический состав 25Cr-20Ni обеспечивает гораздо лучшую стойкость к окислению пара, чем аустенитные нержавеющие стали 18Cr-8Ni. Аустенитная жаропрочная сталь TP310HCbN широко используется в системах пароперегревателей и регенераторов с рабочей температурой выше 620℃ в сверхсверхкритических тепловых котельных установках. Эти суровые условия требуют, чтобы сталь и ее сварной шов обладали достаточной прочностью при высоких температурах, прочностью при ползучести, коррозионной стойкостью и стойкостью к окислению паром. В некоторых случаях в процессе строительства часто возникает чувствительность сварки к термическим трещинам, чувствительность соединения к коррозионным трещинам под напряжением и тенденция к старческому охрупчиванию соединения. Многочисленная практика показывает, что никелевые Сварочные материалы из аустенита были широко использованы в машиностроении для сварки TP310HCbN.
Свариваемость стали 310HCbN(HR3C)
С точки зрения химического состава (см. таблицу ниже), сталь HR3C образуется путем ограничения содержания C и добавления 0,20% ~ 0,60% сильного карбонитрирования для образования Nb и 0,15% ~ 0,35% N. Сталь 25Cr-20Ni упрочняется путем осаждения интерметаллического соединения Nb NbCrN и углерода Nb, соединения азота и карбидов M23C6. Механические свойства стали при комнатной температуре, предел прочности и текучести 750 МПа и 373 МПа соответственно, а удлинение после разрушения 45%.
Согласно результатам испытаний, при использовании проволоки ЭРНИКР-3 сварочное соединение часто разрушается по металлу шва; сварные соединения ЭРНИКРкомо-1 и ЭРНИКРМО-3 часто разрушаются по основному металлу. Поэтому рекомендуется использовать сварочные материалы ERNICRMO-3 и ERNICRcomo-1.
Градусы
C
Cr
Ni
Nb
N
Si
Mn
P
S
Основная сталь HR3C
≤0.1
12.0-27.0
17.0-23.0
0.2-0.6
0.15-0.35
≤1.5
≤2.00
≤0.03
≤0.03
ERNiCr-3
0.016
20.65
73.2
2.6
/
0.09
3.2
0.001
0.001
ERNiCrMo-3
0.01
21.8
64.8
/
/
0.06
0.02
0.006
0.006
ERNiCrCoMo-1
0.08
22
55
/
/
0.1
0.1
0.002
0.002
Сталь HR3C и химия сварочного материала
В высокотемпературной производительности, в результате длительного процесса старения между крошечным металлом NbCrN очень медленная скорость роста и M23C6 фаза дисперсии осаждается (имеют хорошую организационную стабильность), которые имеют хороший эффект укрепления, и появляются вредные сигма и Cr2N фазы вероятность мала, поэтому HR3C сталь имеет высокую высокотемпературную прочность на разрыв ползучести и высокое допустимое напряжение. В то же время, элемент Cr легко соединяется с кислородом на поверхности материала, образуя поверхность оксида Cr2O3, который предотвращает непрерывное окисление стали, поэтому сталь имеет лучшую высокотемпературную коррозионную стойкость пара и коррозионную стойкость дымовых газов. Она подходит для концевых труб частей пароперегревателя и регенератора сверхсверхкритических котлов с параметрами пара 621℃ и 31МПа. Состояние поставки стали - обработка раствором (1200℃ в течение 30 минут), микроструктура - аустенитная матрица + мелкодисперсное распределение осажденной фазы (M23C6, NbCrN и т.д.). Однако это не означает, что удовлетворительные характеристики соединения будут достигнуты во всех случаях. Исследование показывает, что основными проблемами свариваемости стали являются:
1. Чувствительность к горячим трещинам.
Микроструктура чистого аустенита имеет большую склонность к образованию сварочных горячих трещин, которые включают кристаллизационные трещины в металле шва, высокотемпературные трещины сжижения в зоне термического влияния зоны термического влияния сварки (ЗТВС) или в зоне термического влияния переднего прохода в заднем проходе многослойной сварки, а также высокотемпературные хрупкие трещины, образующиеся в ЗТВС под напряжением из-за недостаточной пластичности. Это зависит от содержания примесей в основном металле и составе присадочного металла, особенно серы и фосфора. Хотя склонность к образованию сварочных горячих трещин невелика из-за низкого содержания примесей серы и фосфора в сварном шве и основном металле, кристаллизационная трещина особенно легко возникает в дуговой части и дуговой яме сварного шва.
2. Чувствительность соединений к коррозионным трещинам под напряжением.
Аварии, вызванные коррозией под напряжением, часто слышны для угольных электростанций. Температурный диапазон Cr-Ni аустенитной стали, наиболее склонной к коррозии под напряжением, составляет 50 ~ 300℃, после сварки соединения с котлом в режиме нагрева в течение периода времени, сварное соединение подвержено коррозионным трещинам под напряжением. Результаты показывают, что поведение коррозии под напряжением сварных соединений из стали HR3C значительно увеличивается в растворе NaCl, что указывает на то, что Cl- оказывает большое влияние на чувствительность соединений к коррозии под напряжением.
3. Склонность к старческому охрупчиванию соединений.
Компоненты пароперегревателя и подогревателя котла, изготовленные из стали HR3C, могут работать при температурах до 650℃ и выше, как раз в температурной зоне осаждения аустенитных интерметаллических фаз, таких как σ-фазы. Небольшое количество σ-фазы в соединении вызовет резкое снижение прочности на излом при ползучести и пластичности и ускорит раннее разрушение ключевых компонентов.
В целом, основными проблемами свариваемости стали 310HCbN являются чувствительность сварных соединений к термическим трещинам и чувствительность сварных соединений к коррозионным трещинам под напряжением. В то же время не следует игнорировать тенденцию к старческому охрупчиванию соединения. Выбор высококачественных и подходящих сварочных материалов и оптимизация процесса сварки являются важными техническими средствами для контроля и улучшения свариваемости стали. Свариваемость этой стали эквивалентна TP347H, и для нее имеются соответствующие сварочные материалы.
Инженерный пример сварки стали 310HCbN
Пример 1
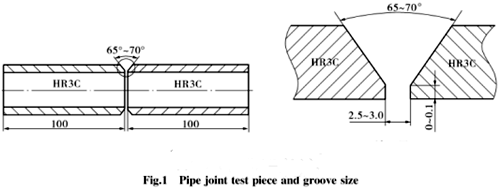
На пароперегревателе первой ступени и пароперегревателе второй ступени котла сверхсверхкритической тепловой электростанции мощностью 1000 МВт имеется 198 сварных соединений из стали 310HCbN, из которых 66 - для пароперегревателя первой ступени со спецификацией φ48 мм × 9,5 мм и 132 - для пароперегревателя второй ступени со спецификацией φ 60 мм × 4,2 мм. Соединение труб представляет собой стыковое соединение с пазом 65°V, как показано на рисунке. Используя φ 2,4 мм ERCrNI-3 проволока на основе никеля, строгие параметры температуры прослойки и процесса сварки. Сварочное соединение успешно прошло контроль внешнего вида и лучевую проверку, а качество сварки соответствовало требованиям 100%.
Пример 2
Сталь SA213-TP310HCbN сваривается проволокой на основе никеля ErNiCrCoMo-1. В проекте установки печи №3 сверхсверхкритического блока мощностью 2×660 МВт, конечный пароперегреватель и конечный выходной переходной участок регенератора были изготовлены из стали HR3C, спецификации 47,6 мм × 9 мм, 41,3 мм × 8 мм, 52,2 мм × 5 мм, 63,5 мм × 7,3 мм. Соединение труб представляет собой стыковое соединение с V-образным пазом 60°-70° (всего 1546 сварочных швов, горизонтальные сварочные позиции). Это не только обеспечивает защитный эффект заполнения аргона в корне шва, предотвращает явление окисления в корне, но и устраняет вогнутый дефект корня шва сварного соединения, а также обеспечивает его хорошее формирование. Соединение было испытано на 100%RT, и показатель первого прохода достиг 98,6%.
Пример 3
Сварные соединения из проволоки Thermanit 617 и YTHR3C были испытаны на высокотемпературную и кратковременную прочность стали HR3C. Сварочный материал YT-HR3C производится компанией Nippon Steel Sumitomo Welding Industry Co., LTD., который является дорогим и требует импорта. Два вида сварочной проволоки (YTHR3C и Thermanit 617) подвергли образцы сварочного соединения испытанию на кратковременную прочность при высокой температуре (550℃, 600℃, 625℃, 650℃). Результаты показывают, что кратковременная прочность соединения, сваренного никелевым сплавом Thermanit 617, выше, чем у YT-HR3C, а разрушение при растяжении первого образца находится в области основного металла, в то время как второго - в сварном шве.