Comment souder l'acier TP310HCbN(HR3C) ?
La nuance d'acier inoxydable TP310HCbN, également appelée HR3Csteel, présente une résistance beaucoup plus élevée que les aciers inoxydables 310 conventionnels, grâce à l'utilisation de M23C6 et de NbCrN finement dispersés. La composition chimique 25Cr-20Ni offre une bien meilleure résistance à l'oxydation de la vapeur que les aciers inoxydables austénitiques 18Cr-8Ni. L'acier austénitique résistant à la chaleur TP310HCbN est largement utilisé dans les systèmes de surchauffeur et de réchauffeur avec une température de fonctionnement supérieure à 620℃ dans les unités de chaudières thermiques ultra-supercritiques. Ces conditions difficiles exigent que l'acier et sa soudure aient une résistance à l'endurance à haute température, une résistance au fluage, une résistance à la corrosion et une résistance à l'oxydation de la vapeur suffisantes. Dans certains cas, la sensibilité des soudures aux fissures thermiques, la sensibilité des joints à la corrosion sous contrainte et la tendance à la fragilisation par le vieillissement des joints se produisent souvent au cours du processus de construction. De nombreuses expériences montrent que les produits à base de nickel Matériaux de soudage en austénite ont été largement utilisés dans l'ingénierie pour souder le TP310HCbN.
Soudabilité de l'acier 310HCbN(HR3C)
En termes de composition chimique (voir tableau ci-dessous), l'acier HR3C est formé en limitant la teneur en C et en ajoutant 0,20% ~ 0,60% de carbonitruration forte pour former du Nb et 0,15% ~ 0,35% de N. L'acier 25Cr-20Ni est renforcé par la précipitation du composé intermétallique Nb NbCrN et du carbone Nb, du composé d'azote et des carbures M23C6. Les propriétés mécaniques de l'acier à température ambiante sont les suivantes : la résistance à la traction et la limite d'élasticité sont respectivement de 750 MPa et 373 MPa, et l'allongement après rupture est de 45%.
D'après les résultats des tests, lorsque l'on utilise le fil ERNICR-3, le joint de soudure est souvent cassé dans le métal de soudure ; les joints soudés d'Ernicrcomo-1 et d'ErnicRMO-3 se cassent souvent au niveau du métal de base. Il est donc recommandé d'utiliser les matériaux de soudage ERNICRMO-3 et ERNICRcomo-1.
| Notes | C | Cr | Ni | Nb | N | Si | Mn | P | S |
| Acier de base HR3C | ≤0.1 | 12.0-27.0 | 17.0-23.0 | 0.2-0.6 | 0.15-0.35 | ≤1.5 | ≤2.00 | ≤0.03 | ≤0.03 |
| ERNiCr-3 | 0.016 | 20.65 | 73.2 | 2.6 | / | 0.09 | 3.2 | 0.001 | 0.001 |
| ERNiCrMo-3 | 0.01 | 21.8 | 64.8 | / | / | 0.06 | 0.02 | 0.006 | 0.006 |
| ERNiCrCoMo-1 | 0.08 | 22 | 55 | / | / | 0.1 | 0.1 | 0.002 | 0.002 |
En ce qui concerne les performances à haute température, le processus de vieillissement à long terme entre le minuscule métal NbCrN a un taux de croissance très lent et la dispersion de la phase M23C6 précipite (avec une bonne stabilité organisationnelle), ce qui a un bon effet de renforcement, et la probabilité d'apparition de la phase sigma et Cr2N nocive est faible, de sorte que l'acier HR3C a une résistance élevée à la rupture par fluage à haute température et une contrainte admissible élevée. En même temps, l'élément Cr est facile à combiner avec l'oxygène à la surface du matériau pour former une surface d'oxyde Cr2O3, qui empêche l'oxydation continue de l'acier, de sorte que l'acier présente une meilleure résistance à la corrosion par la vapeur à haute température et à la corrosion par les gaz de combustion. Il convient aux tuyaux d'extrémité des parties du surchauffeur et du réchauffeur des chaudières ultra-supercritiques avec des paramètres de vapeur de 621℃ et 31MPa. L'état d'approvisionnement de l'acier est le traitement de solution (1200℃ pour 30min), la microstructure est matrice austénite + distribution de dispersion fine de phase précipitée (M23C6, NbCrN, etc.). Cependant, cela ne signifie pas qu'une performance satisfaisante des joints sera atteinte dans tous les cas. La recherche montre que les principaux problèmes de soudabilité de l'acier sont les suivants :
1. Sensibilité à la fissuration à chaud.
La microstructure de l'austénite pure a une grande tendance à former des fissures à chaud lors du soudage, notamment des fissures de cristallisation dans le métal soudé, des fissures de liquéfaction à haute température dans la zone affectée thermiquement (ZAT) du soudage ou dans la zone affectée thermiquement de la passe avant dans la passe arrière du soudage multicouche, et des fissures fragiles à haute température formées dans la ZAT sous l'effet d'une contrainte due à une plasticité insuffisante. Cela dépend de la teneur en impuretés du métal de base et de la composition du métal d'apport, en particulier du soufre et du phosphore. Bien que la tendance à la fissuration à chaud ne soit pas importante en raison de la faible teneur en impuretés de soufre et de phosphore dans la soudure et le métal de base, la fissure de cristallisation est particulièrement susceptible de se produire dans la partie de l'arc et la fosse de l'arc de la soudure.
2. Sensibilité des joints à la corrosion sous contrainte.
Les accidents de dommages causés par la corrosion sous contrainte sont souvent entendus pour les centrales électriques au charbon. La plage de température de l'acier austénitique Cr-Ni la plus sujette à la corrosion sous contrainte est de 50 ~ 300℃, après le soudage du joint à l'opération de chauffage de la chaudière pendant la période de temps, le joint soudé est sujet à des fissures de corrosion sous contrainte. Les résultats montrent que le comportement de corrosion sous contrainte des joints soudés en acier HR3C augmente considérablement dans la solution de NaCl, ce qui indique que le Cl- a une grande influence sur la sensibilité à la corrosion sous contrainte des joints.
3. Tendance à la fragilisation des joints par le vieillissement.
Les composants du surchauffeur et du réchauffeur de chaudière en acier HR3C peuvent fonctionner à des températures allant jusqu'à 650℃ ou plus, juste dans la zone de température de précipitation des phases intermétalliques austénitiques telles que les phases σ. Une petite quantité de phase σ dans le joint entraînera une forte diminution de la résistance à la rupture par fluage et de la plasticité et accélérera la défaillance précoce des composants clés.
En résumé, les principaux problèmes de soudabilité de l'acier 310HCbN sont la sensibilité des joints soudés aux fissures dues à la chaleur et la sensibilité des joints soudés aux fissures dues à la corrosion sous contrainte. Dans le même temps, la tendance à la fragilisation par le vieillissement du joint ne doit pas être ignorée. La sélection de matériaux de soudage appropriés et de haute qualité et l'optimisation du processus de soudage sont des moyens techniques importants pour contrôler et améliorer la soudabilité de l'acier. Sa soudabilité est équivalente à celle du TP347H et les consommables de soudage correspondants sont disponibles.
Cas technique de soudage de l'acier 310HCbN
Exemple 1
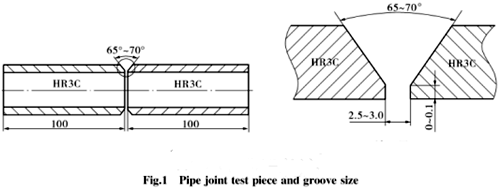
Il y a 198 joints soudés en acier 310HCbN sur le surchauffeur du premier étage et le surchauffeur du deuxième étage d'une chaudière d'une centrale thermique ultra-supercritique de 1000 MW, dont 66 sont le surchauffeur du premier étage avec la spécification φ48mm×9,5mm et 132 sont le surchauffeur du deuxième étage avec la spécification φ 60mm × 4,2mm. Le joint de tuyau est un joint bout à bout à rainure de 65°V, comme le montre la figure. En utilisant φ 2.4mm ERCrNI-3 fil à base de nickel, température intercalaire stricte et paramètres du processus de soudage. Le joint de soudure a passé avec succès l'inspection de l'apparence et l'inspection des rayons, et la qualité de la soudure a été qualifiée 100%.
Exemple 2
L'acier SA213-TP310HCbN est soudé avec du fil à base de nickel ErNiCrCoMo-1. Dans le projet d'installation du four n° 3 d'une unité ultra-supercritique de 2×660 MW, la section de transition de sortie du surchauffeur final et du réchauffeur final a été fabriquée en acier HR3C, et les spécifications étaient les suivantes : 47,6 mm × 9 mm, 41,3 mm × 8 mm, 52,2 mm × 5 mm, 63,5 mm × 7,3 mm. L'assemblage du tuyau est un assemblage bout à bout avec une rainure en forme de V de 60° à 70° (un total de 1546 joints de soudure, positions de soudure horizontales). Cela garantit non seulement l'effet de protection du remplissage d'argon à la racine de la soudure, empêche le phénomène d'oxydation à la racine, mais élimine également le défaut concave des joints soudés à la racine, et assure sa bonne formation. Le joint a été testé par 100%RT, et le taux de première réussite a atteint 98,6%.
Exemple 3
Les joints soudés par fil Thermanit 617 et YTHR3C ont été testés pour la résistance à haute température et à court terme de l'acier HR3C. Le matériel de soudage YT-HR3C est produit par Nippon Steel Sumitomo Welding Industry Co, LTD, qui est cher et doit être importé. Deux types de fil de soudure (YTHR3C et Thermanit 617) spécimens de joint de soudure ont été soumis à un test de résistance à court terme à haute température (550℃, 600℃, 625℃, 650℃). Les résultats montrent que la résistance à court terme du joint soudé avec l'alliage à base de nickel Thermanit 617 est plus élevée que celle de YT-HR3C, et la rupture par traction du premier spécimen est située dans la région du métal de base, tandis que le second se trouve dans la soudure.
