
L'acier inoxydable 316L VS 2205 duplex dans les domaines biomédicaux
L'industrie pharmaceutique et biotechnologique a des exigences relativement élevées en ce qui concerne les matériaux en acier utilisés dans les cuves de traitement et les systèmes de canalisation, qui doivent présenter une excellente résistance à la corrosion et une grande propreté pour garantir la pureté et la qualité du produit pharmaceutique. Ils doivent également être capables de tolérer l'environnement de production et les processus de désinfection et de nettoyage de la température, de la pression et de la corrosion, avoir une bonne soudabilité et satisfaire aux exigences de l'industrie en matière de finition de la surface.
L'acier inoxydable austénitique 316L (UNS S31603, EN 1.4404) est le principal matériau utilisé pour les équipements dans la fabrication des industries pharmaceutiques et biotechnologiques. L'acier inoxydable 316L présente une excellente résistance à la corrosion, une bonne soudabilité et d'excellentes propriétés de polissage électrolytique, ce qui en fait un matériau idéal pour la plupart des applications pharmaceutiques. Bien que l'acier inoxydable 316L fonctionne bien dans de nombreux environnements de traitement, les clients continuent d'améliorer les performances de l'acier inoxydable 316L grâce à une sélection minutieuse de la composition chimique spécifique de l'acier inoxydable 316L et à l'utilisation de processus de production améliorés tels que la refonte sous laitier électrolytique (ESR).
Pour les milieux très corrosifs, les clients qui peuvent accepter des coûts de maintenance plus élevés peuvent continuer à utiliser l'acier inoxydable 316L ou choisir d'utiliser l'acier inoxydable super austénitique au molybdène 6% avec une composition d'alliage plus élevée, comme l'AL-6XN® (UNS N08367) ou le 254 SMO® (UNS S31254, EN 1.4547). Actuellement, l'acier inoxydable biphasé 2205 (UNS S32205, EN 1.4462) est également utilisé dans la fabrication d'équipements de traitement dans cette industrie.
La microstructure de l'acier inoxydable 316L comprend la phase austénitique et une très petite quantité de phase ferritique, qui se forme principalement en ajoutant une quantité suffisante de nickel à l'alliage pour stabiliser la phase austénitique. La teneur en nickel de l'acier inoxydable 316L est généralement de 10-11%. L'acier inoxydable duplex 2205 est formé en réduisant la teneur en nickel à environ 5% et en ajustant le manganèse et l'azote ajoutés pour former environ 40-50% de ferrite et contient à peu près la même quantité de microstructure de phase ferrite et de phase austénitique, avec une résistance à la corrosion importante à considérable. L'augmentation de la teneur en azote et la microstructure à grain fin de l'acier inoxydable duplex 2205 lui confèrent une résistance plus élevée que les aciers inoxydables austénitiques courants tels que 304L et 316L. Dans des conditions de recuit, la limite d'élasticité de l'acier inoxydable duplex 2205 est environ deux fois supérieure à celle de l'acier inoxydable 316L. En raison de cette résistance plus élevée, la contrainte admissible de l'acier inoxydable duplex 2205 peut être beaucoup plus élevée, en fonction des spécifications de conception de l'équipement du processus de fabrication. Il permet de réduire l'épaisseur des parois et les coûts dans de nombreuses applications. Voyons la composition chimique et la comparaison des propriétés mécaniques entre 316L et 2205 (spécifiées dans l'ASTM A240).
| Notes | UNS | C | Mn | P | S | Si | Cr | Ni | Mo | N |
| 316L | S31603 | 0.03 | 2.0 | 0.045 | 0.03 | 0.75 | 16.0-18.0 | 10.0-14.0 | 2.0-3.0 | 0.1 |
| 2205 | S32205 | 0.03 | 2.0 | 0.03 | 0.02 | 1.0 | 22.0-23.0 | 4.5-6.5 | 3.0-3.5 | 0.14-0.2 |
| Notes | Résistance à la traction, Mpa(ksi) | Limite d'élasticité Mpa(ksi) | Élongation | Dureté, HRB(HRC) |
| 316/316L | 515(75) | 205(30) | 40% | 217(95) |
| 2205 | 655(95) | 450(65) | 25% | 29331() |
Performance en matière de corrosivité
Résistance à la corrosion par piqûre
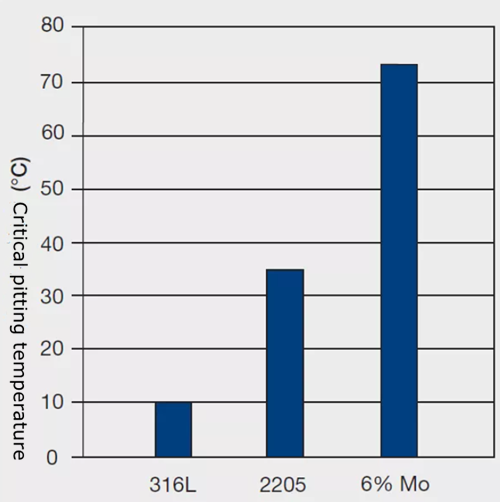
Dans les applications pharmaceutiques et biotechnologiques, la corrosion la plus courante de l'acier inoxydable est la corrosion par piqûres dans les milieux chlorés. L'acier inoxydable duplex 2205 a une teneur plus élevée en chrome, en molybdène et en azote, ce qui lui confère une résistance à la corrosion par piqûres et par crevasses nettement supérieure à celle de l'acier inoxydable 316L. La résistance relative à la corrosion de l'acier inoxydable peut être déterminée en mesurant la température (température critique de corrosion) nécessaire à l'apparition de piqûres dans une solution d'essai standard de chlorure ferrique 6%. La température critique de corrosion (CPT) de l'acier inoxydable duplex 2205 se situe entre l'acier inoxydable 316L et l'acier inoxydable super austénitique au molybdène 6%. Il convient de noter que les données CPT mesurées dans une solution de chlorure ferrique constituent un classement fiable de la résistance aux piqûres d'ions chlorure et ne doivent pas être utilisées pour prédire la température critique de corrosion du matériau dans d'autres environnements chlorure.
Fissuration par corrosion sous contrainte
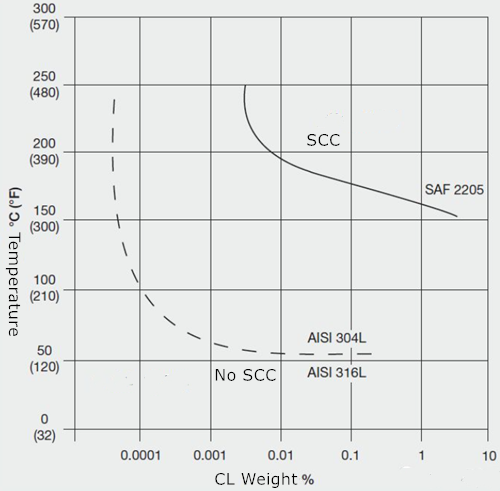
Lorsque les températures sont supérieures à 150°F (60°C), l'acier inoxydable 316L est susceptible de se fissurer sous l'action combinée de la contrainte de traction et des ions de chlorure, et cette corrosion catastrophique est connue sous le nom de fissuration par corrosion sous contrainte au chlorure (SCC). Lors de la sélection des matériaux dans des conditions de fluides chauds, l'acier inoxydable 316 doit être évité en présence d'ions de chlorure et à des températures de 150°F (60°C) ou plus. Comme le montre la figure ci-dessous, l'acier inoxydable duplex 2205 peut résister à une fissuration par corrosion sous contrainte d'au moins 250°F (120°C) dans une solution saline simple.
Propriétés de transformation
L'usinage de l'acier inoxydable duplex 2205 est similaire à celui de l'acier inoxydable 316L à bien des égards, mais il existe encore quelques différences. Le traitement par déformation à froid doit tenir compte de la résistance plus élevée et des caractéristiques d'écrouissage de l'acier inoxydable duplex, l'équipement peut devoir avoir une capacité de charge plus élevée et, en fonctionnement, l'acier inoxydable 2205 présentera une résilience plus élevée que les qualités d'acier inoxydable austénitique standard. La résistance plus élevée de l'acier inoxydable duplex 2205 le rend plus difficile à couper que le 316L.
L'acier inoxydable duplex 2205 peut être soudé de la même manière que l'acier inoxydable 316L. Toutefois, l'apport de chaleur et la température interlaminaire doivent être strictement contrôlés pour maintenir le rapport de phase austénite-ferrite attendu et pour éviter la précipitation de phases intermétalliques nocives. Le gaz de soudage contient une petite quantité d'azote pour éviter ces problèmes. Dans la qualification du soudage de l'acier inoxydable duplex, la méthode couramment utilisée consiste à évaluer le rapport austénite-ferrite à l'aide d'un testeur de ferrite ou d'un examen métallographique. La méthode d'essai ASTM A 923 est généralement utilisée pour vérifier la présence de phases intermétalliques nuisibles. Le métal d'apport recommandé pour la soudure est le suivant ER2209 (UNSS39209, EN 1600). Le soudage par autofusion n'est recommandé que si le traitement de recuit de la solution de soudage peut être effectué après le soudage pour restaurer la résistance à la corrosion. Il n'utilise pas de métal d'apport. Pour effectuer un recuit de mise en solution, les composants sont chauffés à une température d'au moins 1900°F (1040°C), puis rapidement refroidis.
La pénétration et la fluidité de l'acier inoxydable Duplex 2205 sont moins bonnes que celles de l'acier inoxydable 316L, de sorte que la vitesse de soudage est plus lente et que la forme du joint doit être modifiée. L'acier inoxydable duplex 2205 nécessite un angle de rainure plus large, un jeu de racine plus important et un bord émoussé plus petit que l'acier inoxydable 316L afin d'obtenir une soudure entièrement fusionnée. Si l'équipement de soudage permet l'utilisation d'un fil d'apport, l'angle de la rainure doit être plus large. Fil d'apport 2209 est utilisé pour le soudage des rails des tuyaux en acier inoxydable 2205, ou le fil d'apport peut être utilisé à la place de l'insert consommable d'alliage approprié.
Polissage électrolytique
De nombreuses applications pharmaceutiques et biotechnologiques exigent que la surface en contact avec le produit soit polie par électrolyse, c'est pourquoi les surfaces polies par électrolyse de haute qualité sont une propriété importante du matériau. L'acier inoxydable Duplex 2205 peut être poli électrolytiquement jusqu'à une finition de 15 micro-pouces (0,38 micron) ou plus, ce qui dépasse la norme ASME BPE pour la finition des surfaces polies électrolytiquement, mais la surface de l'acier inoxydable 2205 polie électrolytiquement n'est pas aussi brillante que la surface de l'acier inoxydable 316L. Cette différence est due à la solubilité légèrement plus élevée de la ferrite par rapport à l'austénite au cours du processus d'électropolissage.

